

双袋成型是真空袋成型的一种概念性应用,专门用于制造复合材料层压板。
该技术最早于80年代开发,当时整个航空业都在努力采用创新方法来降低部件成本。“非热压罐”复合材料部件的制造成本“更低”,但具体到航空业,质量不能因此而牺牲或妥协。
该概念在整个行业中得到推广,并经过改进,证明可以在真空灌注工艺中生产出高质量的层压板。
毫无疑问,人们会问为什么会选择在灌注或任何其他铺层工艺中使用双层袋。尤其是当一个袋子似乎“完成工作”时。
有些人可能会问,“如果真空就是真空,它会起反作用吗?”在真空灌注工艺中,它被证明可以生产出高质量的层压板并优化复杂程度更高的部件的性能。确实,许多部件铺层不需要双层袋。何时何地使用该概念取决于制造商本身以及部件所需的性能。
双袋法成功地创造了一种非高压釜工艺,可在预浸料的重量和性能方面与其相媲美。与传统的单袋系统相比,双袋法的工艺优势在于优化了纤维与树脂的比例。当特定的层压板或部件实现了这一黄金比例时,复合材料的真正潜力就得以实现。
然而,挑战在于如何在高压釜之外达到这一比例。不是在测试实验室的平板上,而是在错综复杂的部件中,在这种情况下,减少部件的重量可能意味着一切。实现无空隙的90º(1”)凹半径可能意味着昂贵的维修或报废部件的区别。显然,灌注工艺中的双袋法可以帮助更接近黄金比例,从而提供最优化质量的复合部件。
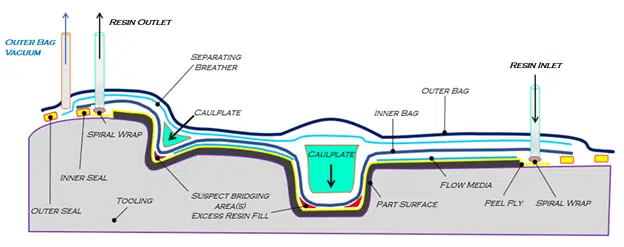
双袋包装可使树脂以受控的速率和压力被拉至整个复合材料中。双袋包装不是“修补”第一个漏气的袋子。每个袋子都有特定的作用。一个用于将树脂引入部件,另一个用于巩固部件结构。内袋的作用是使用特定工艺压力将树脂拉至整个部件,该压力取决于部件形状和灌注工艺中的其他变量。当部件完全浸湿时,树脂入口阀关闭,第二个袋子的压力施加在第一个袋子上,根据需要优化巩固。
如果不在两个袋子之间添加隔离介质,这是不可能的。这种隔离介质通常是透气毯或金属丝网结构。它允许外袋独立于内袋移动,如果没有它,它们会粘在一起并消除外袋给工艺带来的改进。
如果只有一个袋子,当树脂被拉过整个部件时,真空压力可能会放松。袋子内部的压力差异可能会导致固结问题,从而在层压结构中留下空隙或孔隙。这些压力差异在单袋方法中已经发现,最常见于复杂部件。双袋可减轻初始袋的松弛,在整个过程中提供一致的固结。
在双袋封装方案中,可以使用垫板或增强器进行树脂灌注工艺。由于初始(下)袋将树脂输送到整个部件,因此(上)袋有助于通过垫板或增强器施加均匀的压力。这些压力辅助工具被策略性地放置在否则可能过度填充树脂或提供较差复合材料质量的区域。在预浸料或湿法铺层中,这些垫板或增强器可用于单袋铺层。灌注袋方案不允许在不使用双袋的情况下轻松使用垫板。
双袋也有助于提高具有垂直表面的工艺中的部件质量。在单袋应用中,树脂会随着重力压力自然流动,从而在层压板底部形成更厚的层压板。当在第一袋上应用第二袋时,双袋有助于均衡整个复合材料表面的压力,同时在下面进行固化。
这种方法有局限性。仅仅使用双袋方案就能自动获得最高质量的复合材料吗?不能。复合材料技术已经证明,获得高质量复合材料需要考虑无数因素。在采用双袋方案时,模压板设计和有效使用非常重要。总体过程控制是规划任何层压板、制定计划并以最高质量执行的最重要因素。每个部件的设计都不同,并非所有部件都需要双袋。
事先做好研究,大多数DIY项目可能不需要双袋的额外复杂性。双袋应被视为复合材料制造中的一种工具。在复合材料结构细节真正重要的复杂部件中,可以将其取出以发挥最佳效果。当双袋之前的所有其他细节都得到覆盖时,这是任何制造商的必备工具。