
本文图例来自网络,分享的目的在于学习。对于小型部件的批量复制,已成型的产品,采用玻纤腻子搭配表层胶衣来糊制树脂模具是经济和快捷的。常见带玻璃纤维的树脂腻子,有环氧树脂和普通树脂基的。由于玻纤腻子自身已经包含了树脂基体和增强物(短切毡),所以糊制模具时不需要再增加别的增强物或树脂,只需要搭配下表层胶衣,就可以实现快速地制作一个简单的、耐用型树脂模具。由于考虑到后期产品材质和成型工艺,本图例采用的是环氧腻子,搭配环氧胶衣作为表面,虽然环氧体系客单价高点,但它耐用性也是最突出的,同时能满足手糊、真空及高温热压等成型工艺。环氧腻子模具制作流程:
1.产品外壳表面使用3遍以上,溶剂型脱模剂做脱模处理。
2.制作外壳的四周框架,预留50mm翻边空隙,以便于后期产品加工的便利。


放置框架底板,把外壳平放。
用热熔胶粘接塑料蜂窝板,做周围框架。

R角使用橡皮泥做过渡,这样成品模具外弧度会更圆润,防止刮伤自己。

对棱角对齐,并密封处理。

保持框架基本的支撑强度,至少不要一碰就倒。
3.调配并涂刷环氧胶衣

环氧胶衣加入精确固化剂,并均匀搅拌;

操作温度至少达到20℃,以便倒出,模具胶衣在低温下很难倒出;尽量避免过多的气泡滞留。

使用刷子以每层0.5mm的厚度均匀地施加到外壳上。至少涂刷两层,整体厚度应小于2.5mm。 为确保环氧胶衣均匀粘合,请等到第一层胶衣达到半固化状态后,再涂刷第二层胶衣。
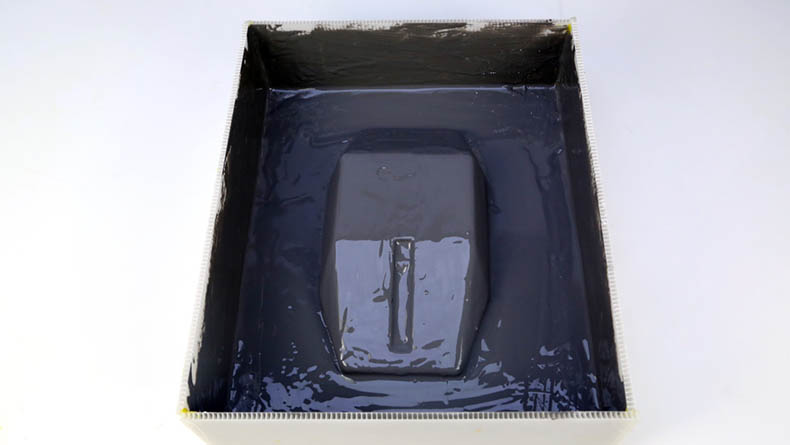
围板的内壁要全部均匀涂刷环氧胶衣,这将会是环氧模具的外表皮;环氧体系常温固化较慢,需要12小时以上,你可以通过加温来提高固化的速度,如小烤箱、小太阳等等。
4.称重、配制和涂刷环氧妮子

计算环氧腻子用量,模具厚度建议在15mm以上,拐角支撑处可以更厚些。

准确的环氧固化剂添加量,无需再多言,这影响到固化后的强度。

由于带有玻纤的缘故,腻子粘度较大,混合是个精细活,一个要求–混合要均匀。

一层层的涂刷,不要着急,环氧腻子的固化时间较长,你有足够的时间来操作。
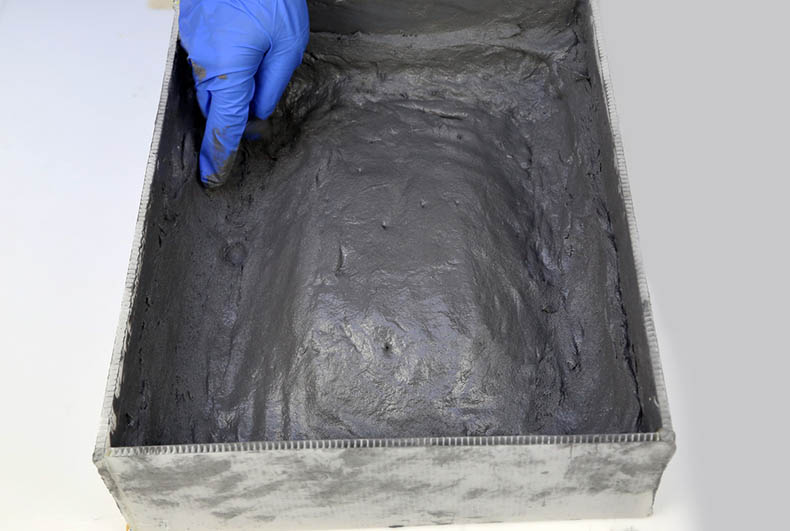
尽量避免气泡、贴合不到位的问题,一旦固化成型,非常坚硬,再次修正的代价较大。
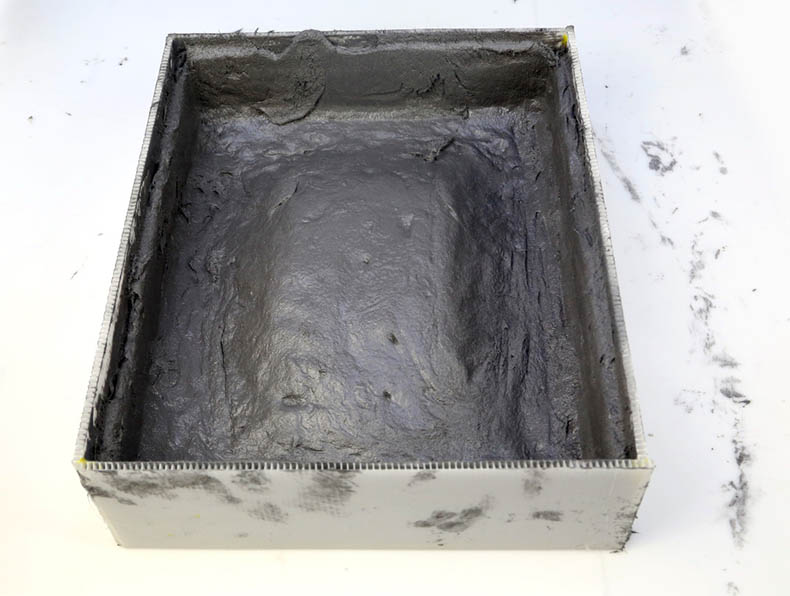
外观看样子,的确没什么好看的,但是我们要的是效果和性能,这才是重点。
5.环氧模具脱模
等环氧腻子完全固化后,就可以拆除围板,你要的模具就出来了。没有水磨抛光处理,所以看起来是哑光的,之后根据自己的实际需要,抛光到你所需要的效果即可。
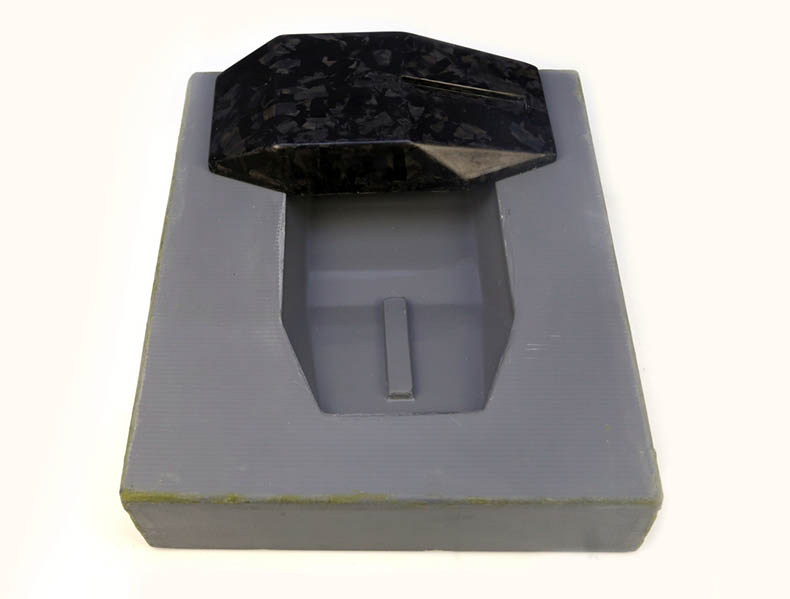
对于这种简单结构的小型部件,树脂腻子+胶衣的方式是可行的,解决了很多客户动手能力差困扰。