传统上,用碳纤维等材料建造复合材料结构是一个熟练的手工过程。首先将纤维增强材料铺设到模具中,然后使用刷子和滚筒将树脂加工到纤维毡中。在现代制造业中,这些方法正迅速成为过去。生产系统现在采用工业机器人和定制的龙门机来执行自动光纤放置和灯丝缠绕。树脂灌注方法也用于将树脂注入含有干纤维预制件的模具中。本文概述了正在使用的自动化复合材料制造方法,并考虑了决定产品质量的重要工艺考虑因素。
复合材料制造基础知识
复合材料由聚合物基相组成,该聚合物基相容纳增强纤维。纤维可以是短股纤维或连续纤维。使用连续纤维制成的复合材料具有更高的强度和刚度。它们被称为高级复合材料,通常具有 55-65% 的高纤维与树脂比(按体积计)。三明治材料也用于将高级复合材料粘合在其他材料上,通常是铝蜂窝或聚合物泡沫。
增强纤维的单个细丝被组合成束,称为粗纱(略微捻的束)、纱线(更紧密的捻束)、股线或丝束(未捻束)。成束的长丝通常被编织成织物,这些织物组合成预制件,预制件是零件的完整纤维“骨架”,没有固化的树脂基体将其结合在一起。用于构建预制件的每一段织物都称为层。增粘剂是一种粘合剂,可将层固定在预制件中。这使得瓶坯更容易铺设,并减少了纤维洗涤,即树脂灌注过程中纤维的移动。 聚合物有两种主要类型:热固性塑料和热塑性塑料。它们都用作聚合物复合材料中的基相。热固性塑料粘度低,这使得加工更容易,但它们需要固化,这会增加循环时间。热塑性塑料更粘稠,但不需要固化。粘度很重要。低粘度的树脂将更容易在纤维之间流动,确保纤维的良好“润湿”。
复合材料的结构特性很大程度上取决于纤维取向和纤维与树脂的比例(体积分数)。在铺层过程中,可以多次压缩瓶坯,以提高体积分数并减少起皱等问题。这个过程被称为减瘤。定期减瘤的优点如下图所示。如果在涂抹之前没有对前面的层进行减压,则上层会起皱。
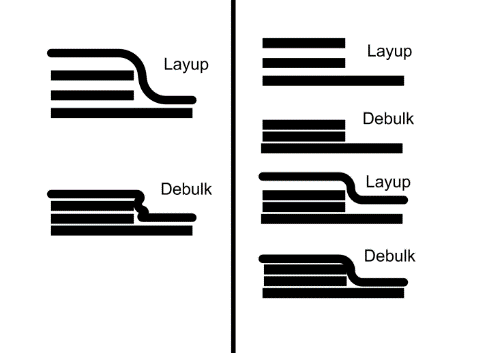
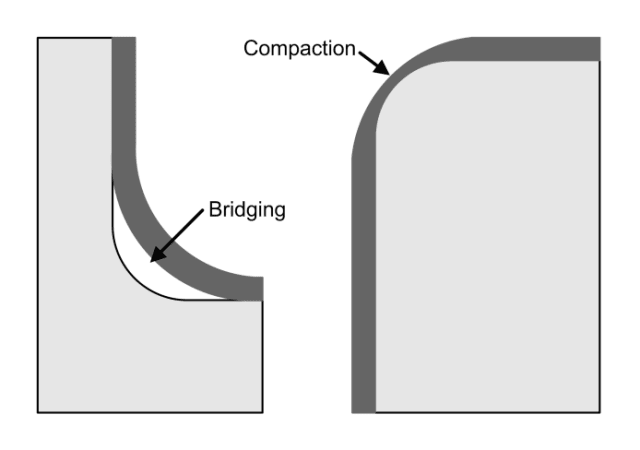
与铺层放置相关的其他问题包括拐角处的桥接和压实,如下图所示。桥接是在内半径上遇到的问题,其中层不完全符合模具或先前的层,从而产生空隙。当减压和固结力集中在较小的区域时,会在外半径上遇到压实,从而导致拐角处的材料变薄。
除了组成材料的性能外,结构性能还受到基体和纤维之间的界面的影响。在这方面特别值得关注的是树脂完全渗透到纤维中(润湿)。用树脂预浸渍的织物(预浸料)通常用于制造一种既易于铺设又不需要随后注入树脂的预制件。与使用预浸料相关的缺点包括由于生产预浸料材料的额外过程而增加的成本和储存成本,因为预浸料需要冷藏以防止其固化。
先进的复合材料制造工艺
用于制造先进复合材料结构的不同方法可以以不同的方式分类。最常见的是,这些工艺首先分为开模和闭模技术。这是一个有用的区别,因为封闭式模具将在零件的所有面上产生良好控制的表面,而开放式模具只会严格控制与模具接触的表面。与模具接触的受控表面称为外模线 (OML)。不受控制的表面称为内模线 (IML)。复合材料制造工艺也可以通过树脂流过预制件的方式进行分类。完整的制造过程包括以下一般步骤:纤维沉积、纤维注入树脂、去瘤、修整,如果是含有热固性树脂的复合材料,则进行固化。这些工艺步骤的发生顺序因工艺而异,但除固化外,每个步骤将始终以某种形式存在。
在以下各节中,我将介绍最常见的先进复合材料制造工艺。
自动铺带
自动铺带 (ATL) 机器是机器人,通常是龙门式,其头部将预浸料胶带沉积到平坦或略微弯曲的表面上。头部包含滚轮和加热元件,可提供热量和压力,以将散装和粘性层粘在一起。通常使用3-12mm宽的胶带,连续纤维嵌入热塑性胶带中,尽管在某些应用中使用宽达300mm的胶带。胶带最初被放置在工具上,然后通过将胶带放在以前的层上来构建层。头部的切割装置在沉积时切割每层。由于胶带的宽度,这会导致大量材料浪费。 最常见的是热固性树脂。虽然可以使用加热头进行固化,但需要高压釜固化才能获得最佳性能。也可以铺设热塑性胶带,无需进行高压灭菌器处理。在这种情况下,在放置之前,使用激光、气体或感应加热对传入的胶带和先前沉积的材料进行预热,以确保层之间的良好附着力。热塑性树脂的优点包括更高的韧性和可回收性。也许最重要的是,组件可以在一个自动化过程中生产,不需要真空袋或高压灭菌器。
胶带铺设过程是高度自动化的,能够在平坦的表面上实现高达45kg/h的非常高的沉积速率。它的缺点包括仅限于相对平坦或略微弯曲的表面以及使用昂贵的预浸料材料。
灯丝缠绕
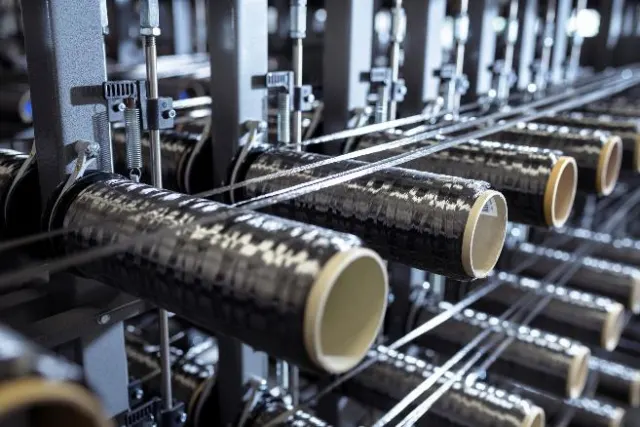
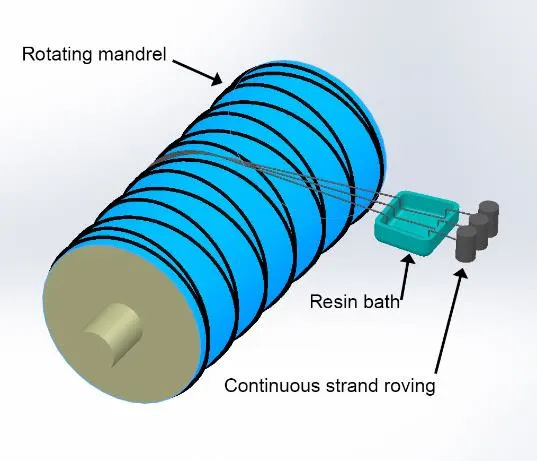
长丝缠绕使用旋转的山魈作为单面模具。山魈的旋转将纤维从沿旋转轴移动的线轴中拉出,以控制纤维取向。该方法可用于预浸料胶带(干式缠绕)或通过树脂浴浸渍的纤维(湿式缠绕)。该技术仅适用于生产空心和连续凸起的零件。这些可能是轴对称或更复杂的形式,例如涡轮叶片。使用的山魈可以是可重复使用的金属或复合结构,也可以是由盐、沙子、陶瓷或石膏制成的可溶性工具,其粘合剂材料可以从固化部件中洗掉。
通过对细丝施加张力来进行减压,因此不需要铺带机使用的压实辊。如果纤维的方向垂直于旋转轴,那么张力是一种非常有效的减重方式。随着纤维以更接近旋转轴的角度定向,它变得越来越困难。如果需要额外的除瘤,可以使用膨胀的山魈、真空袋或高压灭菌器来实现。通常,不需要高压灭菌器处理。
长丝缠绕是一种自动化且高度可重复的工艺,能够实现高纤维含量和低材料浪费。如果使用湿式绕组,材料成本也很低。主要缺点是限制轴对称或凸部分。
自动光纤铺设
自动光纤铺放 (AFP),也称为自动丝束铺放 (ATP),结合了长丝缠绕和自动铺带的优点,同时避免了许多缺点。它已广泛用于尖端航空航天产品,包括 F-18、V-22、C-17 III、F-22、787 和 A380 的部分。许多狭窄的预浸料胶带由类似于铺带机的头部同时沉积。这使得机器能够适应更紧密的曲率,而不会遇到皱纹,同时保持高沉积速率。它还可以减少材料浪费。材料可以沉积在固定的模具或旋转的山魈上。
根据机器的配置,部件的形状仅限于连续弯曲的表面或空心结构。通过将许多组件粘合在一起,可以创建更复杂的零件。例如,蒙皮/纵梁结构是通过首先在旋转的山魈上创建箱形截面来制造的。然后将它们切成两半并背靠背粘合以形成工字梁。工字钢在铝制工具中组装成槽中,表皮被纤维放置在这些槽上。先前形成的组件之间的粘接方式与单个组件的层之间的粘接方式完全相同。
湿法叠层和高压灭菌器处理
湿法铺层和高压灭菌器加工通常在开放式模具上使用热固性预浸料进行。该工具首先用离型膜覆盖,以便取下组件。然后将预浸料切割并铺设在模具中。在这个阶段,可以自动放置丝束和铺设胶带。外部使用剥离层、脱模织物和放气/透气材料,以赋予质感,促进完全固化并允许多余的树脂排出。最后,用真空袋覆盖铺层。然后在高压釜中施加加热固化树脂和压力以排出多余的树脂。最后,将模具从高压釜中取出,将组件从模具中取出,并修剪多余的材料。
该工艺的缺点是预浸料成本高,并且需要使用高压灭菌器,这增加了循环时间。
液态复合材料成型
液体复合成型 (LCM) 方法,也称为树脂灌注方法,涉及将干纤维预制件放入模具中,然后注入热固性树脂。这意味着不需要昂贵的预浸料。 树脂传递模塑 (RTM) 使用封闭模具,而真空辅助 RTM (VARTM)、树脂转移灌注 (RTI) 和 Seeman 复合材料树脂灌注成型工艺 (SCRIMP) 使用开放式模具和真空袋来封闭瓶坯并使其注入树脂。根据零件尺寸,RTM 的典型循环时间为模具中的固化时间为 6 到 20 分钟。使用特殊的低粘度树脂,例如结构反应注射成型(SRIM)使用,可以将其缩短到一到五分钟。
RTM能够实现复杂的形状,但考虑到干纤维预制棒的自动化铺设困难,人工成本仍然很高。1996年,已经开发了原型自动化系统,例如装有静电末端执行器的工业机器人和基于视觉的系统,该系统能够实现每小时15公斤的干纤维铺设率。尽管取得了这一成就,但工业界的采用速度很慢,但自动化瓶坯制造终于成为现实。
VARTM等技术采用真空袋而不是单面工具,通常用于制造不需要高压灭菌器处理的大型低成本结构。与闭模RTM工艺相比,这些技术可以延长循环时间,但降低模具成本。由于模具成本随着零件尺寸的增加而迅速增加,因此开模工艺更适合大型零件。为了实现最高性能的组件,仍然需要进行高压灭菌器处理。
高压灭菌器和单高压灭菌器方法
上述许多工艺都需要使用高压灭菌器进行减瘤和固化。能够处理大型部件的高压灭菌器价格昂贵,并可能成为生产瓶颈。已经开发了各种技术来避免使用高压灭菌器的要求。
电子束(EB)固化是一种很有前途的技术,可以大大缩短固化时间,并允许在恒温下进行固化,从而降低模具成本。这种形式的固化已通过湿法铺层、长丝缠绕、RTM、VARTM、胶带铺设和 AFP 进行了演示。目前,EB固化部件的强度低于热固化部件。辐射屏蔽的成本也很高。
最初的 EB 固化工艺要求在从高功率源发射 EB 辐射之前,在真空中铺设和减压整个组件,以便其穿透真空袋和整个组件。该工艺的发展使原位EB固化成为AFP工艺的一部分。这降低了能源需求,因为只需要穿透少量的层,允许使用低成本的便携式屏蔽层,并使该过程在某些应用中比高压釜固化更具成本效益。
通过厚度缝合瓶坯是一种有效的减瘤方法,还可以提高损伤容限,具有类似于 3D 编织瓶坯的优点,并降低了生产成本。该技术已被用于生产用于VARTM的瓶坯,无需使用高压灭菌器即可实现高纤维含量。
未来趋势
在液态树脂成型方法中,自动化干纤维预制棒堆叠和预制件的通厚缝合在缩短循环时间方面具有很大的潜力。这些工艺有可能通过使用封闭模具精确控制尺寸公差,并通过使用厚度缝合提高损伤容限来生产最高质量的部件。此外,这些方法的材料成本较低。
尽管模具成本将这些方法限制在大批量和相对较小的部件上,但 GKN 正在通过使用 RTM 生产翼梁来突破界限。自动化瓶坯制造可能需要复杂的视觉系统,以便在瓶坯构建过程中逐层验证层的位置。
使用具有多个龙门架的机器以及光纤铺设头和铺带头,沉积率已经得到提高。随着这些技术的成熟,预计沉积率将进一步提高。可能会继续努力消除对高压灭菌器固化周期的要求。可能的技术包括热塑性树脂和电子束固化。无论如何,使用原位压实从单个沉积工艺创建最终结构可能是未来的关键工艺。