
胶衣是一种树脂体系,它填充了着色剂和增稠剂,并涂覆在模具表面,以形成复合材料零件的装饰和耐候涂层。
凝胶涂层通常是要应用的零件的第一层。正确应用胶衣对于获得最佳性能至关重要。 胶衣基于热固性树脂,需要引发剂和适当的温度才能彻底固化。不完全固化会导致胶衣的耐久性差。这通常表现为过早褪色、胶衣表面变暗或粉化。
有 3 个变量会影响正确固化:温度、膜厚和引发剂水平。
温度应在 60-80 华氏度之间,最佳范围在 70-75 华氏度之间。我们喜欢使用红外测温仪来检查模具表面和胶衣的温度。我们使用红外线和墙壁温度计来检查工作空间的环境温度。
请记住,存放在不受气候控制的区域的模具可能在相当长的一段时间内不会达到室温。
胶衣应该启动(催化)以设置到您可以用手套触摸它的程度,而不是在应用后 45-60 分钟内将其放在手指上。
一般来说,根据温度的不同,1.2%至3%的催化剂比例将为您提供适当的固化率。在77F下,1.8%MEKP将提供10-17分钟的凝胶时间。做好笔记将帮助您建立频繁遇到的温度的引发剂水平数据库。过度启动的胶衣会导致过度收缩和过早从模具中脱模。
我们的标准胶衣设计用于固化薄至 12mils(0.012 英寸)的薄膜;但是,我们建议您将它们涂在 18-20 密耳的涂层中,以获得最佳固化、隐藏和打印块。
当胶衣固化时,它会产生热量,帮助它完成固化周期。如果您的涂层太薄且温度太低,则将无法正确固化。胶衣可以涂在高达24密耳的外套中。对于吃水线以下的应用,20-24密耳的厚度有助于预防起泡,并且比薄层更好。较厚的层在应力下更容易开裂。
苯乙烯蒸气会抑制和减缓胶衣的固化。由于苯乙烯比空气重,它会聚集在模腔底部,并减缓位于模具底部或下部的胶衣的固化速度。如果您有能力这样做,请旋转模具,以便在胶衣固化时苯乙烯蒸气可以从模具中涌出。如果您没有这种能力,请务必检查模具中的低点以及胶衣固化率的高点。慢速移动的风扇也可用于将苯乙烯移出模腔。
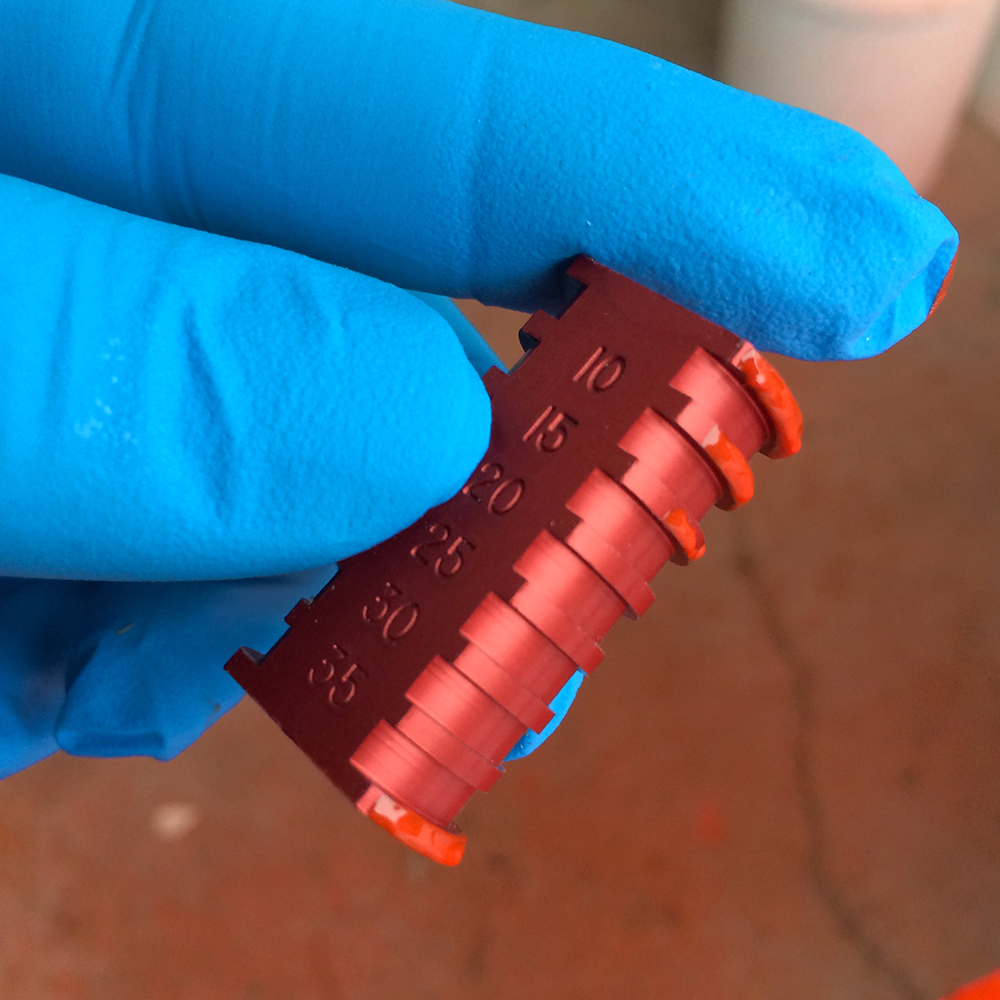

胶衣的厚度介于最后一颗牙齿和下一颗干净的牙齿之间。在这张图片中,最大的湿牙是 15mil 牙齿,下一个干净的牙齿是 20 mil 牙齿,胶衣厚度在 15-20 mil 之间 (.015-0.02“)。检查多个位置以保持一致性。