
客户对任何产品的第一印象,通常是来自外观,因此胶衣喷涂是玻璃钢制造的最关键工序之一。
除了外观装饰性,胶衣还能够提供需要的耐水、耐候和耐化学等性能。尽可能地制作出更优质的胶衣面是提升品质的最直接方法。
尽管喷胶工序显得简单,但若未严格按照胶衣喷涂规范的操作,也会出现各种问题的。本培训指导解释了生产优质胶衣面的正确程序和使用方法,仔细阅读本文有助于您得到一个理想的结果。

喷胶程序中,需要关注三个关键点:设备、材料和喷涂技术。
要生产出优质胶衣面,则必须保证上述三点完全正确。谨记:即使程序90%正确,也可能出现不合格产品。优质胶衣表面意味着:生产程序总是100%正确。
以下是喷涂胶衣一些关键知识,值得你额外关注并仔细阅读的。
第1章:胶衣流速
胶衣流速是指:规定时间内喷涂的胶衣量。喷嘴大小、胶衣粘度和泵压力都会影响胶衣流速。
一.喷嘴大小一般由所喷部件的大小或表面细节要求所决定。大的部件一般需要大量的胶衣,应使用大的喷嘴;小部件或者精细的产品应使用较小的喷嘴,以达到更好的雾化效果。
二.胶衣的粘度将影响胶衣流速和喷射线形。粘度一般都是由胶衣生产商调整的,但也受温度影响。温度越低,胶衣粘度越高,流速将越慢,喷涂胶衣的理想温度范围为15-30℃。注意,喷枪内的胶衣温度仅影响胶衣的雾化性,但不会影响胶衣的固化时间。当胶衣离开喷嘴时,胶衣温度将会迅速改变至周围空气温度。当喷涂到模具上几秒钟后,胶衣将和模具表面具有相同温度。所以,不同材质模具表面的实际温度,才是影响胶衣凝胶时间的关键点。
三.胶衣泵的压力设置,对胶衣流速有非常大的影响。
- 胶衣泵的操作原则如下:最常见类型的胶衣泵为气驱液泵。其工作原理为:气动活塞驱动液动活塞,从而使胶衣在高压下进入喷枪。气动活塞和液动活塞的直径比率为抽气比。胶衣抽气比的范围通常为11:1到33:1.如果用输入气压乘以抽气比,就可得出喷嘴处液压。比如说,20:1的抽气比是指:20磅每平方英寸(psi)的液压,对应1psi的输入气压。如果将泵气压设定为75psi,那么喷嘴液压将为1500psi;
- 如何针对自己的材料和设备来确定理想抽气比呢?程序非常简单。首先,确定胶衣温度正确,混合充分,在喷枪上安装好新喷嘴。随后关闭泵气压,扣动喷枪。开枪同时,缓缓增加泵气压,直至喷出大小合适的扇形喷射线;
- 不要盲目增加喷胶压力,否则可能导致超范围喷涂,转换效率差,并出现质量问题。应尽可能使用能满足喷胶条件的最低压力来喷胶。最低压力将有以下作用:最大程度地减少超范围喷胶;建立更好的工作条件;加强催化剂的混合;减少胶衣使用量;降低设备磨损;减少高压危险;减少静电。谨记:使用最小的压力,可获得最佳性能。
有时,操作者觉得他们必须调大压力,以获得足够大的胶衣流速。但正确方法应是保持最小压力,增大喷嘴尺寸来获得要求的喷涂速率。
第2章:催化剂(MEKP)添加量
对于大多数胶衣,可接受的催化剂含量范围在1到2%之间。也就是说,催化剂量相对于胶衣量来说很小,它的量是需要根据温度的变化,在一定范围内,适当调整的。如果使用催化剂注射喷枪,那么有两种基本的催化剂输送系统。
一.第一种系统包括压力槽,可将催化剂喂入喷枪
- 通过调整槽的压力或调整计量阀,来调整胶衣流速。催化剂输送系统和胶衣输送系统要分开,并且应小心调节两个系统,以维持正确的胶衣/催化剂比率。
- 压力槽通常有一个可视管(用于显示箱体的充满程度)和一个流量计(称为旋转式流量计或测量计)。这些测量计通常仅能粗略地显示实际催化剂量。
- MEKP催化剂的粘度随着温度的变化而变化。粘度的改变将影响测量管中的指示水平。例如,冷的MEKP粘度更大,会导致指示器读数升高。当温度升高时,催化剂粘度降低,会导致指示器读数降低。检查并监视催化剂流速对于避免问题很重要。
- 应注意压力槽中的催化剂量,使其保持在槽体积的四分之三和四分之一之间。如果催化剂超过四分之三标记,那么当突然打开安全阀时,催化剂将被排出。反之,如果催化剂低于四分之一标记,那么当系统受压时,空气将被引入催化剂管路。这将导致催化剂流中断,进而致使产出不合格部件。
- 应特别注意确保压力槽中的催化剂不被灰尘、树脂粒或化学活性物质污染。催化剂的误操作会引起高压危险或爆炸。应非常小心地处理MEKP,这对您和您的公司至关重要。
二.第二种催化剂系统是从动泵将其称为从动泵是因为此泵由胶衣泵驱动。当胶衣泵冲程时,从动泵也将随之运动。由于有压力槽,从动泵将不会受到催化剂粘度的影响。催化剂流量将和泵设置和胶衣流量匹配。
第3章:扇形喷射线
喷胶设备的第三个关键点为:胶衣扇形喷射线和催化剂的混合。我们已经讨论了最佳扇形喷射线的压力设置。现在看看正确的胶衣喷射线形。
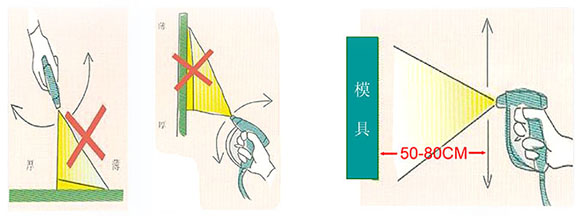
- 确定胶衣喷射线形的方法为:与喷涂表面保持90持枪,并与喷涂表面保持一定距离——通常为50cm到80cm。飞快地扣动喷枪并观察结果。正确的喷射线形通常为均匀椭圆形。如果喷射线中有“指状物”,或喷射线不对称,那么应检查喷嘴状态、胶衣温度或泵压力。
- 如果使用的是外部混合枪,那么应非常小心地查看催化剂喷射线形。使用黑色背景,可以观察到催化剂流量,并确定两股喷射流是否正确交融。当然,如果使用的是内部混合设备,则不需要关心催化剂喷射线形。
- 胶衣和催化剂的混合非常重要。仅将合适剂量的MEKP输入枪头是不够的;催化剂还须均匀地分布在胶衣中。某种程度上,可以通过黑色背景观测这种分布。
- 可使用红色催化剂和浅色胶衣进行质量保证试验。试验结果将清楚地指示胶衣/催化剂的混合程度。记住:在喷涂产品前,应用MEKP彻底清理红色的催化剂。
- 必须严格执行校准喷涂设备的工序,以便保证质量。建议根据工作量(一天一次~一周一次)校准胶衣设备。不同品牌的设备要求使用不同的校准方法。向生产商咨询设备的指定校准程序。
- 凝胶时间试验-适用于任何喷涂设备的校准方法。
- 关闭催化剂流。
- 喷涂样品表面,然后收集100g胶衣到杯子中。
- 按照要求比率加入准确量的催化剂。
- 记录凝胶时间。
随后,打开催化剂流量,设置泵或压力,使这次的胶衣/催化剂比和手工混合的样品相同。喷涂样品表面,再次收集100g胶衣到杯子中,记录凝胶时间。然后比较两个样品的凝胶时间。如果凝胶时间的差别在±1分钟之内,则认为设备调试良好。如果凝胶时间差别大于1分钟,那么应重置或调整泵压力,然后重复后半个程序。在玻璃钢设备校准上花费时间,要比在处理质量问题上花费时间明智得多。
第4章:胶衣质量
当喷胶设备设置并运行正确后,下一步关键工序为确保原材料处于最佳状态。胶衣生产商有一系列的参数来描述指定材料。应定期检查原材料的两个重要参数:凝胶时间和粘度。通过比较车间里的材料数据和参数,来确定胶衣是否满足质量标准。胶衣生产商可推荐试验设备类型和质量保证检验的方法。还应检查另几个项点,以确保胶衣质量。
- 胶衣喷涂最佳的温度—例如15–30℃。寒冷天气时,室外储存的一桶胶衣需2或3天时间达到室温。要求计划温度调整,以确保有足够时间调整胶衣温度。太热的胶衣—例如,夏天储存在室外的黑罐中胶衣,胶衣会有沉淀,并有化学物质分离,其粘度和凝胶时间可能会有较大变化。
- 避免过度搅拌胶衣。推荐气动鼓式混合机来混合胶衣,避免高速剪切搅拌,造成色浆分离及气泡的产生。
- 此外,注意来自水或油的污染物可能导致严重的质量问题。另一个无效的混合方法为滚动罐子,这样对混合材料几乎没有帮助。应长时间用正确方法混合,确保胶衣均匀。
第5章:喷涂方法
现在来看生产优质复合材料的喷涂方法。尽管在模具表面喷涂胶衣相对简单,但仍有一些微妙技术,可使工作真正完美。以下为最佳喷胶者使用的技术,这些技术可保证获得持续稳定的高质量胶衣表面。
- 总是从模具边缘外扣动喷枪,随后从最近的地方开始喷涂。此操作可防止瞬间失比例的材料喷到到模具表面。从模具最近区域开始喷涂,然后向外移动,可尽可能减少新催化剂喷涂到模具表面,而损坏模具。
- 避免随意扳动打开或关闭喷枪。另外应扳动至“全开或全关”以保持合适的胶衣/MEKP比。不要来回开关喷枪。
- 总是使扇形胶衣喷射线和模具表面保持正确角度,避免喷枪有拱形运动。尽可能按模具轮廓喷胶。对于低角度喷涂,当喷枪远离时,胶衣厚度将变小,这样就很难准确控制胶衣厚度。至于拱形喷涂,角度的变化也会引起膜厚不均匀。由低角度喷涂引起的另一个问题是,孔隙的增加(由于胶衣喷过模具表面的水平速度)。
- 喷胶工序中最重要的是胶膜厚度正确,且整个模具表面的胶衣应均匀。大多数胶衣生产商推荐0.75mm+0.1mm的湿膜厚度。向供货商核实特定胶衣的确切参数。正确喷涂包括喷涂0.75mm的胶膜(共3道,每道0.25mm)。程序如下:喷涂0.25mm的胶衣以垂直第一道的方向,喷涂第二道0.25mm的胶衣,最后一道,按照第一道的方向喷涂0.25mm的胶衣。注意:操作者应测量每道胶衣不同的地方。不要认为通过感觉或经验就可得到正确的胶衣厚度。这里有很多可变因素,例如喷嘴大小和状态、泵压力、粘度、温度都可影响供料速度。因此,即使是有经验的操作者也应测量每个部件。
- 正确的胶膜厚度是由喷胶时间和移动动作决定的。喷枪将在给定时间内喷出定量的胶衣。喷枪摆动的速度决定了覆盖此区域的胶衣量。喷胶人员应集中注意力,在喷胶时保持稳定的移动速度。
- 喷涂胶衣时,胳膊不要来回晃。避免摆动腕部来转动喷枪。要使胳膊长条式平滑地移动。
第6章:喷胶前检查清单
- 检查产品的编号和日期。如果操作者使用错误的胶衣,那么可能会导致更多不必要的损失。供货商会告知如何阅读罐上的日期编号。确保使用产品正确、且在有效期内。
- 确保胶衣、催化剂和模具在推荐温度范围内使用。
- 根据供应商的使用规范,在使用24小时之内应进行混合。
- 检查空气过滤器,确保湿度正确。
- 检查并清洁胶衣过滤器。
- 检查喷嘴的尺寸和喷胶衣的角度
- 检查喷胶工具,避免有松动的部件,漏气或其他机械问题。
- 检查并确认压力设置。
- 试喷胶,观测喷射线质量、催化剂流量以及混合情况。如果喷射线形不完美,应在进行下一步前,排除系统故障。
- 喷射线形OK后,检查凝胶时间,以确认设备的功能和胶衣/MEKP的混合情况。
最后,吹掉模具表面的灰尘。总是使用经过过滤的风管,不要使用“掉毛的布”,以防影响胶衣表面。完成喷胶前的所有检查程序后,就可以开始喷胶了。
第7章:喷涂技术
熟练的操作者喷涂技术,应随着模具的大小形状和位置而有所变化。在喷涂每个部件时,应保证有持续稳定的喷射线形。以下为胶衣喷涂不同外形部件的操作技巧:
- 平面区域–应该从最近的边缘处开始,逐渐向中间喷。稳定地摆动胳膊,每道平行喷胶出应有重叠。后面一道的胶衣应和前面一道保持直角。努力使喷枪和表面保持90度。
- 角落–为避免角落处出现双层厚度的胶衣,从上往下喷涂一道。然后从角落接缝处逐渐向平面处喷出。
- 曲面–当喷涂曲面或大圆角时,应保持喷枪和模具表面轮廓垂直。
- 深槽或沟–喷涂深槽区域会出现一系列特殊问题。此项技巧的目的是:在边缘处喷涂适当厚度的胶衣,并且使槽或沟底部的胶衣不过厚。喷涂侧面时,用合适厚度胶衣覆盖底部。小心喷胶,通常喷涂5或6道(而不是通常的3道)。经常测量建起的地方。
- 小的部件–可能需要喷涂大小件结合的部件。不更换喷嘴也不重新调节喷枪,仍可有效地喷涂小模具。关键在于操作者和模具应保持距离,快速喷涂胶衣。特别注意喷涂角度,确保完整覆盖。
第八章:总结
总结胶衣喷涂工序的关键步骤如下:
- 确保设备在最佳的操作环境中使用,要求空气清洁干燥,压力设置正确,设备校准良好。
- 确保胶衣在质保期内,并符合规范。检查材料的温度,并严格按照正确的混合程序操作。
- 喷胶前进行检查。一般喷胶3道,并经常测量。
通过以上这些程序,可以制作出稳定且高质量的胶衣表面,并被称作喷胶专家。