
手工玻璃钢层压是最古老、最简单和最普遍的方法。最低的玻璃钢技术要求就足够了,这就是为什么它主要用于更小的系列、更简单的部件几何形状和模具构造。典型部件是滑翔机、飞行模型、船只、集装箱和各种原型。模具也是手工层压的。当使用模塑树脂时,可以获得高表面质量。固化几乎总是在没有压力的情况下在室温下进行。仅当模具和组件随后暴露于更高的热负荷(> 约 60 °C)时,才需要在固化过程中提高温度。

操作步骤
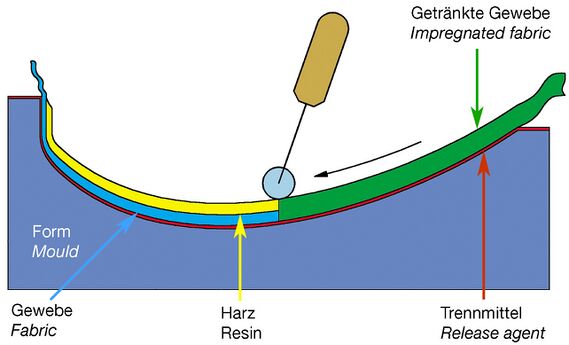
- 在模具表面涂上脱模剂。
- 涂漆或喷涂基于环氧树脂或聚酯 的顶层(例如 EP 胶衣/UP 预凝胶)。
- 在顶层凝胶化后(也称为精细层或凝胶涂层),随后的织物层以湿碰湿的方式分层施加。
UP 预凝胶的顶层在与环氧树脂进一步层压之前过夜硬化。
对于层压,首先应用一层树脂。然后插入织物增强材料并小心地用树脂浸透。使用的主要工具是刷子和槽辊/丝绒辊。 - 撕下的织物通常会形成结论。由尼龙纤维制成的织物可以在树脂硬化后剥离(“撕下”),从而形成明确的粗糙、清洁和无粘性表面,以供进一步加工(例如粘合)。
- 层压板的硬化通常在室温下无压力下进行。只有经过优化的轻型部件,尤其是带有由泡沫或蜂窝制成的轻质芯材的夹层部件,才会在压力下的真空中硬化。
某些树脂系统,尤其是用于飞机制造的树脂,需要更高的温度才能实现最佳固化。组件在模具中或脱模后进行额外回火。根据树脂体系,此过程所需的温度通常在 50 至 230 °C 之间。 - 零件完全硬化后,进行进一步加工,例如修整、打磨、粘合。
适用材料液态树脂,尤其是环氧树脂和聚酯树脂,被加工成基质(垫料) 。为此专门制造并经过表面处理的玻璃纤维、芳纶纤维和碳纤维适用于增强。这些以各种合适的纺织产品形式提供。最重要的是粗纱、织物、稀松布、胶带、软管、股线、羊毛、垫子和碎片。可达到的纤维体积含量:
- 对于垫层压板约 15 – 20%(按体积计)
- 对于织物约 40 – 50% 体积
工作区空调:
- 最低 20 °C 室温
- 湿度≤65%
- 通风良好
手糊工艺特点:
- 更少的工具工作量
- 投资成本低
- 非常适合最多约 1000 件的中小型系列
- 劳动密集型,因为主要是体力劳动。