
我们将向您介绍树脂铸造技术。更准确地说,是将各种材料嵌入或浇注到树脂中。我们借助详细的图解说明向您展示如何自己制作这种装饰性环氧树脂铸件。
什么是树脂铸造?
一段时间以来,使用环氧树脂一直是 DIY 场景中不可或缺的一部分。在这个领域绝对时髦的是所谓的“树脂铸造”,其中各种物体如天然材料、小石头或闪光等被嵌入环氧树脂中。为了使树脂具有吸引人的形状,将所需的元素与合适的树脂一起倒入塑料模具中。事实证明,由硅胶制成的模具特别合适,因为它们非常灵活,因此在固化后更容易松开工件。这里绝对顶级的是抛光硅胶模具。它们光滑、有光泽的内部表面保证了均匀、有光泽的结果,通常不需要进一步的整理,如打磨或抛光。


浇注合成树脂分步指南
设备材料准备
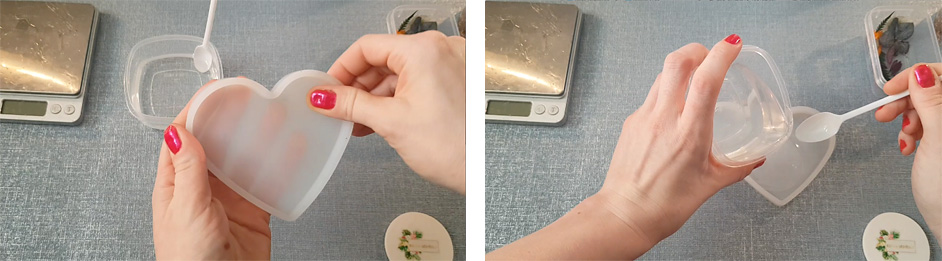
此处使用带有干花、天然材料和云母片的装饰心形示例来解释该过程。首先,你应该把你需要的所有材料和工具放在手边。用于树脂浇铸的树脂随附详细信息和制造商关于确切加工方法和重要安全说明的说明。请在开始工作之前仔细阅读此信息。如果您在加工环氧树脂方面经验很少或没有经验,则尤其如此。由于不同制造商的材料在进一步加工中也可能具有不同的特性,因此此过程非常重要。在使用树脂时,为了您自身的安全,应强制佩戴安全眼镜、手套和呼吸保护装置。您还应该用箔纸等覆盖工作环境,以保护其免受树脂造成的损坏。

混合树脂树脂
在我们的示例中,我们使用由两部分组成的低粘度环氧树脂。这始终以 2 : 1 的比例混合。然而,这里也可能存在与制造商相关的差异,因此请遵守制造商的说明。为使树脂中的气泡消失,混合后静置一分钟左右。或者,您也可以短暂地(!)在它们上方挥动热风干燥机。
浇注底座
为避免以后污染成品部件,请在浇注树脂之前彻底清洁所用模具中的灰尘、污渍或异物。然后才开始第一层的树脂浇铸。在我们的例子中,我们想要制作一个只有几厘米高的装饰心形,因此只能由两层浇铸而成。如果您想用更深的模具铸造更大的工件,则必须分几层进行。必须注意制造商在包装上的说明,因为一层的最大厚度可能因环氧树脂品牌而异。

装饰元素的定位
倒入第一层环氧树脂后,即所谓的基底,以与混合时相同的方式去除形成的气泡。然后将您选择的装饰元素放置在该底座上。除了干花、天然材料和云母片外,在我们的示例中还使用了一只小塑料蜻蜓。我们将元素放入静止的液态树脂中,因为这是一种非常轻的材料。如果要使用较重的东西,如水晶或石头,必须将整个东西放在已经干燥的树脂上,以防止材料下沉。通过此过程,您会产生物体在树脂中“漂浮”的印象。在某些情况下,插入物体时可能会在物体周围形成小气泡。但是,通过来回移动元件并小心地将它们向下推,可以轻松移除这些元件。牙签对此非常有用。在选择和放置装饰元素时,创意当然是无限的。
提示: 带有“巧克力面”的元素,例如花朵,应该将这一面朝下放置在树脂中。这样做的原因是硅胶模具的底面稍后将成为作品的“美丽”正面。

让第一层固化
现在底座应该彻底干燥。如有必要,环氧树脂中可能会形成新的气泡,应在固化前将其去除。由于插入的装饰元素经常会在刚开始硬化时移动,因此请确保它们留在原位。关于固化时间,请遵守制造商的说明。一些制造商建议在基层完全干燥之前不要涂第二层。另一方面,其他人建议将第二层倒在尚未完全固化的层之上,因为这样可以使各个层更好地结合。

浇注第二层树脂
对于第二层树脂浇注,必须在基层固化或干燥后,先配制新的浇注树脂。以与第一种混合物相同的方式进行。混合后,您应该用热风干燥机对成品树脂进行处理,以去除任何气泡。然后用环氧树脂完全填充模具。为了防止气泡的形成,这里也再次使用了热风吹风机。此程序的另一个优点:如果树脂中有混合不良的部分,这可以防止它们“漂浮”并在成品表面留下粘性层。即使在这个阶段,您也应该始终确保模具没有灰尘和毛发。在第二层干燥的同时,还建议反复检查树脂中是否形成气泡。然后可以立即将其删除。

从模具中脱模
在制造商建议的固化时间后,请检查树脂是否真的足够干燥,可以将其从模具中脱模。如果它还没有完全变硬,但也不再粘,就是这种情况。释放时需要小心。由于此时元件尚未完全硬化,因此在此过程中它很可能会略微弯曲。如果是这种情况,则必须在最终固化前小心地将物体恢复到原来的形状。重要的是在干净、光滑和平坦的表面上进行释放。

最后但同样重要的是:完成
释放后,铸造独特试样的边缘可能在背面略微粗糙且边缘锋利。然而,这可以很容易地用精细的微网或简单的砂纸纠正。如果您使用的是抛光硅胶模具,则工件本身通常不需要重新打磨,因为这些模具非常光滑闪亮,表面几乎完美光滑。我们为您准备了有关环氧树脂研磨和抛光的详细说明。因此,在打磨边缘时,您只应注意不要意外滑落并损坏光滑表面。现在您可以通过在铸件上钻一个小孔并将装饰性丝带穿过来装饰您的成品,例如用蝴蝶结或黄麻丝带。最后的小提示: 由环氧树脂和鲜花或天然材料制成的独特作品应避免阳光直射。否则它们可能会褪色并失去一些光度。