
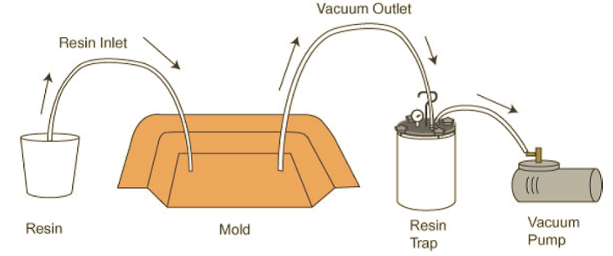

在此过程中,将干燥的纤维材料放入成型模具中,并用密封塑料覆盖。一旦增强材料处于完全真空条件下,精确定位的管子就会将液态聚合物树脂引入模具中。真空开始发挥作用,将树脂驱动到整个玻璃纤维增强材料中。虽然比其他方法更耗时,但真空灌注是一种更可定制的工艺,可以为高强度 FRP 零件和形状创造最大的纤维树脂比。
真空灌注过程有6个步骤:
1.铺设玻璃纤维——首先,技术人员铺设干燥的玻璃纤维织物,类似于纺织品。这些织物根据特定的设计要求进行分层和定向。
2.放置内芯-内芯放置在底部面板上。核心中的垂直玻璃纤维将成为抗剪腹板。闭孔泡沫提供形状,直到部件完全成型。可以将所需量的玻璃纤维放置在泡沫上以增加纤维网的结构特性。
3.密封袋-为实现真空并将聚合物树脂注入零件,将袋板密封到成型工具上。
4.注入树脂——大气压力推动液态树脂遍及大部分并润湿所有纤维。
5.固化和去除——注入树脂后,化学反应会产生热量,将树脂固化成固体部件。然后移除该部分。
6.应用饰面——为了完成零件,需要进行许多饰面操作,例如打磨、钻孔、应用防滑覆盖层、添加排水孔以及应用涂层以提供额外保护或增加美感。
真空灌注工艺的好处
通过真空灌注工艺,由于改进了纤维与树脂的比例,所得产品既更坚固又更轻。 其他主要好处包括:
- 一致的树脂使用
- 减少树脂浪费
- 多种可能的零件尺寸
- 无限的设置时间
- 高一致性和可重复性
- 比传统FRP加工更清洁的工艺
- 最大限度地减少苯乙烯排放(由于树脂在封闭环境中固化)
- 成品层压板中的空隙最少或没有
- 由于最小的空隙,坚固的最终产品
- 更好的工作环境(特别是与开放式成型替代方案相比)
- 能够使用标准复合工具(只要它保持真空并且法兰足够宽以密封袋子)
真空灌注也是高度可控的,因为只有三个变量会影响树脂流动:层压板的渗透性,空腔中与大气压相关的压差;和树脂的粘度。
与其他闭模技术相比,真空灌注涉及更高的耗材成本和更慢的循环时间。但对于大零件,优势很明显。