
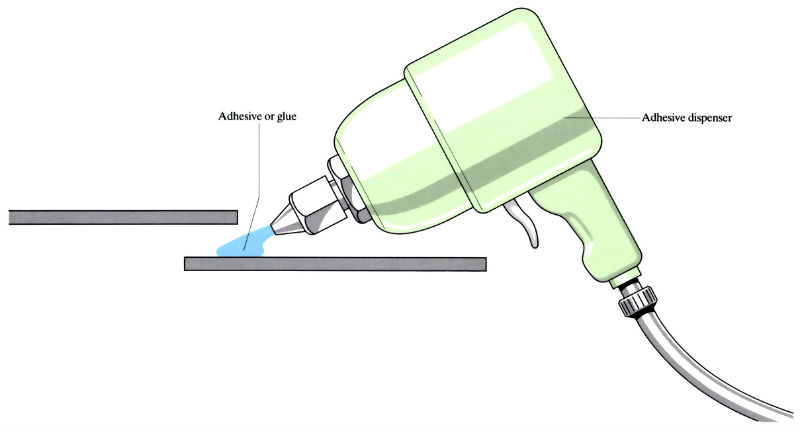
粘合剂粘合使用粘合剂材料或胶水来连接各种不同的材料。胶水通常不会与被粘合的材料发生反应。

- 如有必要,清洁要粘合的表面。在某些情况下,可以留下轻油膜。
- 两部分粘合剂精确混合并混合在一起。
- 大多数粘合剂使用分配器放置在接合位置。
- 在某些情况下,需要使用夹紧力进行夹具。
- 大多数粘合剂需要在烘箱中加热一定的固化时间。
生产:
- 表面前处理——处理包括机械磨损或化学/电化学处理,以去除氧化层,以及使用蒸汽或溶剂脱脂。
- 粘合剂的制备和混合——许多粘合剂在低温下储存,必须加热到正确的温度才能使用。如果需要混合成分,比例必须正确,混合彻底。
- 粘合剂的应用 – 粘合剂以所需厚度的均匀薄膜形式应用。应用方法包括分配器刷涂、喷涂、辊涂、刮涂、丝网印刷和熔涂。
- 组装——涂层表面接触并保持在适当的位置,通常是在压力下。
- 固化——大多数粘合剂需要固化才能在组装接头中获得全部强度。温度可以从 20°C 到 350°C 不等,加热通常在烤箱中进行。压力从大气压到 2 MPa 不等。时间从几秒到几个小时不等。
材料:
| 类别 | 代表类型 | 物理形式 | 关节特性 | 接缝材料 | 应用 |
| 自然 | 淀粉、糊精、动物和鱼胶、酪蛋白、松香、虫胶、加拿大香脂和树胶 | 溶剂分散体、乳液、糊剂、固体和粉末 | 强度低,耐湿性差 | 纸、软木、纺织品、木材、一些塑料 | 工业包装和其他快速组装组件 |
| 弹性体 | 天然橡胶和再生橡胶、丙烯腈丁二烯、聚氨酯、聚氯丁二烯硅胶、丁基橡胶 | 薄膜、溶剂分散体和水乳液 | 剥离强度和柔韧性高,但剪切强度低,抗蠕变性差;最高使用温度范围 -100˚C 至 +100˚C,硅胶最高 250˚C | 塑料、橡胶、织物和皮革 | 轻质材料和柔性结合的无应力接头 |
| 二聚合物型 | 酚腈、酚醛氯丁橡胶、酚醛聚乙烯醇缩醛和环氧化物(改性) | 液体、薄膜和糊状物 | 与其他类型相比,通常在更宽的温度范围内具有更高的强度;良好的耐化学品性 | 金属、陶瓷、玻璃和热固性材料 | 承受高应力或高温和潮湿的结构;航空和汽车用途 |
| “超级胶水” | 氰基丙烯酸酯 | 低粘度液体 | 带有金属基材的易碎胶线。薄胶线,仅 -5˚C 至 80˚C | 塑料、金属、织物、纸张、橡胶和“皮肤” | 具有光滑、无孔、紧密贴合表面的小型轻质结构,需要快速组装 |
| “增韧粘合剂” | 丙烯酸和环氧化物(环氧树脂) | 液体、糊剂、薄膜 | 强度高,韧性好,可用于有薄油膜的表面 | 金属、玻璃陶瓷、木材、混凝土和热固性塑料 | 承受高应力、高温和潮湿的结构 |
| “厌氧”和“增韧厌氧” | 聚酯-丙烯酸树脂 | 一种成分、无溶剂、低粘度的液体或糊剂 | 仅在没有 O 2的情况下硬化;温度范围 -50˚C 至 +150˚C | 金属、陶瓷、玻璃和热固性塑料(可能侵蚀热塑性塑料) | 可用作小面积的“组装”和结构粘合剂 |
设计:
- 接头设计取决于接头形成的难易程度、材料的刚度、材料是均质的还是层压的,以及强度要求。
- 粘合剂中的应力通常是两种或多种不同类型的组合。
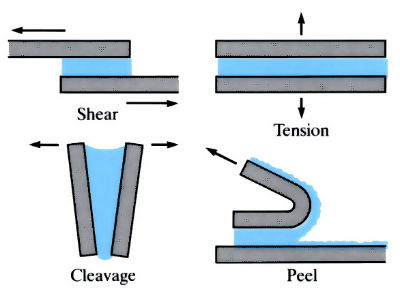
- 在可能的情况下,接头应设计为传递大部分剪切载荷。应尽可能避免解理和剥离应力。
- 良好的接头设计示例:
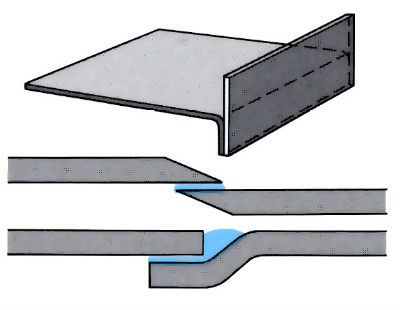
- 胶线的厚度会影响强度,具体取决于粘合剂的类型和接头设计。对于使用热固性粘合剂的搭接接头,使用 0.02–0.1 毫米厚的胶线可获得最高强度。