
纤维增强塑料(或聚合物)被称为玻璃钢(FRP)。它也可以称为GRP(玻璃增强塑料),它是相同的材料。正如GRP的名称所暗示的那样,玻璃纤维用于提供增强材料,尽管碳纤维用于特定的高性能应用,例如需要高强度重量比的结构。当使用碳纤维时,它被称为碳纤维增强塑料(或聚合物)的C玻璃钢或CRP。
玻璃钢复合材料的成分——无论复合材料是玻璃钢、GRP、C玻璃钢还是CRP,它都由两个主要成分组成:树脂粘合剂和玻璃或碳增强材料(纤维)。
树脂粘合剂——树脂粘合剂为服务环境提供耐化学性。通用部件通常由聚酯树脂制成。虽然它们通常比其他树脂便宜,但如果需要耐化学性,可能需要考虑不同的树脂。例如,乙烯基酯树脂可以配制成耐受各种化学环境,并且经常用于化学加工应用中。环氧酚醛清漆树脂也可以配制用于各种化学暴露。乙烯基酯和环氧酚醛树脂的材料成本均高于聚酯。当使用碳纤维时,树脂通常是环氧树脂。
补强材料–增强材料为复合材料提供机械强度。玻璃增强有多种形式。短切原丝毡是一层随机定向的玻璃纤维,可在所有方向上提供相同的机械强度性能。它以卷或片的形式提供,并且可以切割成适合正在制造的组件的尺寸。玻璃纤维也可以使用切碎枪混入树脂中。枪将玻璃纤维与树脂一起切割并喷射到表面上。另一种选择是编织粗纱,它由以类似于编织餐垫或篮子的图案编织在一起的玻璃丝组成。这在垂直编织的纤维束的方向上提供了额外的强度,并且可用于在最需要的地方提供额外的强度。单向垫的工作原理类似,除了几乎所有的纤维都在一个方向上运行。长丝缠绕过程中也使用长连续股线(如下所述)。

照片1–具有短切增强纤维的玻璃钢。注意暴露纤维的随机方向。
制造方法–玻璃钢可以使用许多不同的方法制造。总结如下:
纤维缠绕——纤维缠绕在储罐和管道的制造中很常见。这是将玻璃和树脂应用到纺丝心轴上的自动化过程。玻璃增强的类型、风角和厚度都可以调整以满足机械强度要求。组件的直径和长度受心轴尺寸的限制。

照片2–纤维缠绕玻璃钢管。玻璃纤维由于长时间暴露在紫外线下导致树脂降解而暴露。
手糊——手糊,开模制造可用于制造几乎任何几何形状的零件。玻璃和树脂层用手(或切碎枪)施加到所需形状的模具上。每一层都用手滚压以压实层压板,均匀分布树脂,并去除气泡。这种方法显然比自动化方法更费力,但也是最简单的。
拉挤成型——拉挤成型的工作原理是将大量单丝线拉过树脂浴,然后通过染料,形成所需的形状。染料的形状决定了零件的形状,并且通常在材料通过时加热以加速固化过程。该方法用于制作工字梁、槽钢、管材和其他结构形状。一旦开始,该过程可以连续运行,并在该过程完成后切割所需的长度。

照片3–拉挤格栅
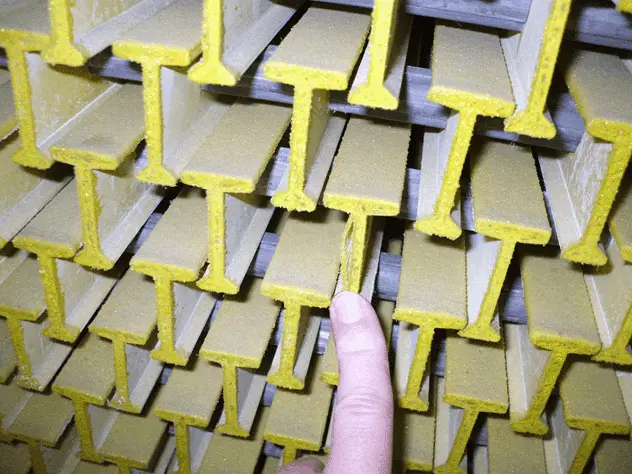
照片4–拉挤工字钢。注意分层。
压缩成型——压缩成型(封闭成型)是一种自动化工艺,可以快速制造复杂的形状。首先将预切钢筋插入模具的一半。当模具关闭时,注入树脂以完全润湿增强材料。然后施加高压以将层压板压实成所需的形状并挤出任何气泡。同样,经常加热以加速固化过程。

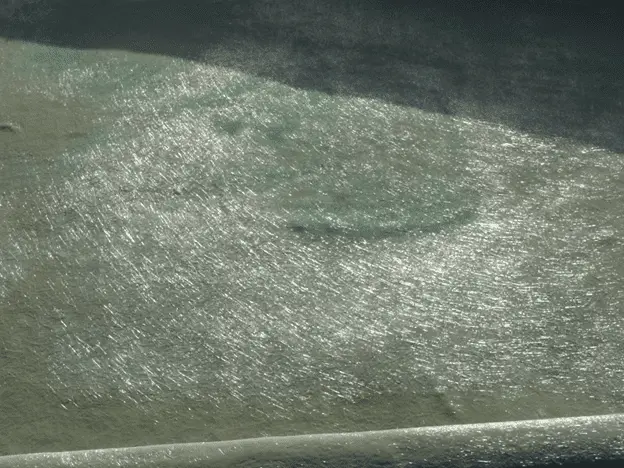
照片5–玻璃钢垫片由压缩成型的板材切割和加工而成。
检查步骤——一旦完成,层压板应经过多次质量检查。
ASTM D2563外观检查–ASTM D 2563,“玻璃增强塑料层压部件视觉缺陷分类的标准实践”在表1中提供了28种检查缺陷类型的完整列表,以及允许的缺陷尺寸/数量和照片示例的缺陷。该标准为从1级(无缺陷)到III级(少数缺陷)的缺陷建立了三个视觉接受等级。该标准还允许制定产品特定的限制(IV级),这将在产品图纸上指定。

照片6–ASTM D2563提供了一份全面的目视检查清单,以帮助确认玻璃钢的质量。
标准表1中需要目视检查的缺陷,并简要说明如下(注:应查阅ASTM标准以了解每个级别的详细定义和验收标准):
- 碎屑(边缘或表面的碎片)
- 裂纹(贯穿整个厚度)
- 裂纹(仅限层压板表面)
- 龟裂(层压板表面下的细裂纹)
- 分层(沿边缘)
- 分层(层压板内的层分离)
- 干点(钢筋未完全润湿)
- 异物夹杂物(金属)
- 外来夹杂物(非金属)
- 断裂(未完全穿透的层压板破裂)
- 气泡(空隙)
- 水疱
- 燃烧(热分解)
- 鱼眼(未与周围物质混合的小球状物质)
- 填充不足(未润湿钢筋)
- 橘皮(类似于橘子表面的不均匀纹理)
- 疙瘩(小、尖锐或锥形隆起)
- 坑(针孔)
- 预凝胶(部分表面上无意的额外固化树脂层)
- 树脂袋(小面积树脂过剩)
- 富树脂边缘(边缘补强不足)
- 缩痕(成型层压板表面的凹陷)
- 清洗(在模具闭合期间增强材料移动的区域,导致富含树脂的区域)
- 虫洞(细长的空气滞留)
- 皱纹(在多堆增强材料中形成波浪的外观)
- 划痕(由于处理造成的浅痕、凹槽、沟槽或通道
- 短(未完全填写的条件)
固化度——随着树脂固化,聚合物链的交联将其从液态变为固态。树脂必须完全固化以提供所需的强度和耐化学性。根据ADTM D 2583“通过Barcol Impressor对刚性塑料进行压痕硬度的标准测试方法”,通过Barcol硬度测试来检查固化程度。该仪器配备有弹簧加载的锥体(压头)。压头进入表面的相对深度提供了材料硬度的指示,从而指示了固化程度。树脂制造商的产品数据表将指明确保完全固化所需的巴氏硬度值。
溶剂擦拭——也可以进行溶剂擦拭测试。用干净的抹布将丙酮涂在测试表面上,如果30秒后表面发粘,则表明它没有完全固化。
机械性能(拉伸、弯曲强度、树脂与玻璃的比率)——机械性能测试具有破坏性。要求取出样品。在储罐上,样品通常取自人孔或喷嘴处的切口。
拉伸强度根据ASTM D 638“塑料拉伸性能的标准测试方法”进行测试。这需要将样品切割成特定形状并使用实验室拉伸试验机将其拉开。
弯曲强度根据ASTM D 790“未增强和增强塑料和绝缘材料弯曲性能的标准测试方法”进行测试。实质上,将样品放置在两个支架上,并在中间施加负载以确定弯曲特性。
另一个影响层压板的机械性能和耐化学性的因素是树脂与玻璃的比例。较高的玻璃含量可提供较高的机械强度,而较高的树脂含量可提供较高的耐化学性。该比率可以根据ASTM D2584“固化树脂的烧失量的标准测试方法”进行测试。所需值通常在项目规范中说明,并在设计计算中用于确定所需厚度。
玻璃钢是一种用途广泛的材料,可以通过配制来实现各种强度和耐化学性。但为了提供预期的服务,需要对制造的物品进行彻底检查,以识别本文中描述的可能危及使用寿命的缺陷和缺陷。如本玻璃钢系列的其他主题中所述,在许多应用中,然后对制造的物品进行清洁和涂漆以提高性能和美观性。