

湿法压缩成型,也称为液体压缩成型 (LCM),是一种复合材料成型工艺,其中将树脂施加到织物坯料的顶部。然后将湿坯转移到一组匹配模具中的底部工具中,并在压力机中压缩成型,将树脂推入织物中,主要是在 z 方向上。

来源 | 幻灯片 10,“用于批量生产连续纤维复合环氧树脂基体组件的液体压缩成型 (LCM) 技术”
湿法压缩成型的主要优势包括能够在模具外应用树脂,这可以释放设备以缩短周期时间并加快树脂浸渍速度,而树脂传递模塑 (RTM) 所需的注射过程。该过程通常还消除了预成型步骤,直接从湿织物进行到模制部件。但是,该工艺最适合更平坦的零件和不太复杂的几何形状。此外,坯料和模具都必须设计为防止成型过程中出现褶皱或其他缺陷。
旧变新
湿法压缩成型并不是一个新工艺。模压玻璃纤维公司 (MFG, Ashtabula,俄亥俄州,美国)声称自 1948 年以来一直使用该工艺进行批量复合材料生产。通常,压缩成型已用于处理块状或片状模塑料(BMC 或 SMC)以及热塑性材料例如玻璃毡热塑性塑料 (GMT)。然而,湿法压缩成型不使用与不连续纤维结合的树脂/热塑性聚合物的预制片材,而是从干法连续增强材料和液态树脂开始。湿法成型的复兴始于宝马使用它为其i3和i8生产多个碳纤维增强塑料 ( CFRP ) 零件车型及其新 7 系列 乘客舱的侧梁,称为“碳芯”。

BMW 7 系 “Carbon Core”对侧门槛、隧道和两个车顶弓使用湿法压缩成型。与 HP-RTM 相比,该工艺为几何形状不太复杂的零件提供了更低的周期时间和成本。资料来源:宝马公司
宝马的湿法成型制造
在 2015 年出版的 Presses and More Composites 中,设备和技术供应商 Dieffenbacher(德国埃平根)将湿法压缩成型描述为一种更经济的高压 RTM ( HP-RTM ) 替代方案:
- 消除树脂注入允许在其他部件在印刷机中固化的同时应用树脂。
- 树脂,通常是环氧树脂,也可以更具反应性,因为在 RTM 模具被填充之前不需要延迟来延迟固化。
- Dieffenbacher报告称,通过一次压制多个组件,成型周期缩短至约 180 秒并提高了生产力。
窗台湿压(摘自“BMW 7 Series Plant: Dingolfing, Germany”)
沿着 BIW 下侧延伸的窗台由两个CFRP部件组装而成,它们也是湿模压成型 [除了隧道盖]。

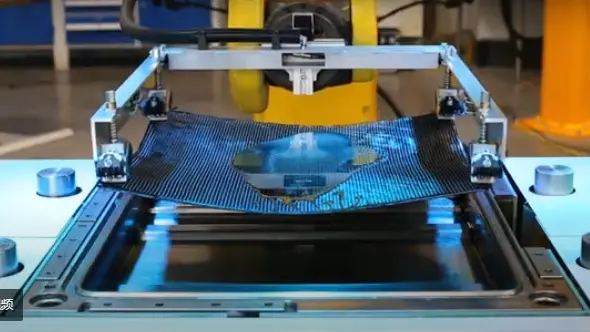
窗台的湿压始于将环氧树脂机器人应用到平坦的 NCF 堆栈上。来源 | 宝马公司。
一个制造单元,配备了两个 库卡机器人公司。 (德国奥格斯堡)机械臂,同时将环氧树脂涂在两个干燥的纺织预制件上。用于预制件的非卷曲织物 (NCF) 在距离Wackersdorf 60 分钟路程的 SGL Carbon 制造。
树脂通过克劳斯玛菲公司(德国慕尼黑)提供的双头系统混合和注入,该系统带有一个集成的体积流量计,用于记录施加到每个堆栈的数量。树脂在堆叠的中心形成一个水池,在边缘留下大约一英寸。“如果树脂到达边缘,那么我们用来拾取瓶坯的针夹会被树脂覆盖而不再工作,” Wolferseder解释道。“树脂应用程序被编程为在压制过程中完全浸渍到边缘。”
为什么是两个机器人而不是一个?“因为两个预制件应该是相同的,” Wolferseder回答说,“树脂在它们上放置相同的时间。如果你只有一个机器人,一个预制件的树脂会比另一个多几秒钟。而且,这些机器人的成本不是很高,所以拥有两个也没有问题。”

NCF 叠层被转移到模具中。来源 | 宝马公司
树脂会静置几秒钟,但经过设计,固化直到压制循环才开始。然后将湿预成型件自动放入压机中。在最后 10 毫米的“日光”非常缓慢地关闭时施加压力。“我们的特殊配方……是协调温度、压力和树脂曲线,” Wolferseder说。
从模具中取出固化的零件。来源 | 宝马
一次生产两个模压堆栈。“我们将把它们减半,这样我们就可以从一个周期中得到四个部分,” Wolferseder说。“我们主要使用具有四个腔的工具来增加我们机器的整体输出能力。”
他指出,这是一个完全无人值守的过程,而且完全可靠。“最后有两个人负责下线并进行 QA 检查。如果有缺陷,他们可以在机器中解决这个问题,” Wolferseder说。“湿压并不是唯一的,”他补充道。“独特的是这种工业化。”
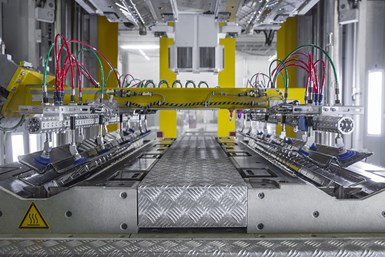
Dieffenbacher 表示,湿法成型可实现高度自动化,包括工具更换系统,因此可以在约 10 分钟内从一种产品转换到另一种产品。宝马的湿法造型线使用迪芬巴赫的 CompressLite 压机,专为高精度、节能操作而设计。
迪芬巴赫的工艺链始于超声波焊接的碳增强材料堆叠。这些由带有针夹系统的机器人运送到桌子上,相机在桌子上检查堆叠的位置并报告层的准确性。
如果需要,对堆垛进行校正,然后将其放置在带有集成称重系统的穿梭台上。两个树脂机器人将环氧树脂涂敷到堆栈上,这个过程是重量控制的,以确保零件的可重复性和质量。树脂舱的通风系统在这个开放过程中可以处理 5,000 m 3 /hr 的烟气排放。
机器人将堆叠放入模具后,压力机关闭并在 150ºC 下固化堆叠。一旦压机打开,机器人就会取出固化的零件并将它们放入冷却压机中。然后将冷却的零件取出并放置在卸料输送机上进行质量检查,然后再排队进行车辆组装。
根据 2015 年 SPE ACCE 论文“用碳纤维增强塑料制造结构部件的已建立工艺的新‘在线预浸料’工艺方法的评估” 由弗劳恩霍夫化学技术 ICT 研究所(德国 Pfinztal)和卡尔斯鲁厄理工学院(德国卡尔斯鲁厄)的车辆系统技术研究所 FAST 提出,湿法压缩成型比高压釜或在线预浸料提供更低的材料成本和更高的生产能力。本文计算了 70 欧元的零件成本、49 欧元的原材料成本、294 个零件(>73,000 个零件/年)的日生产率以及每条生产线配备 4 名工人和 1 名工头。该生产线被计算为包括自动切割台、纤维存储单元、处理单元、树脂应用单元、压机、工具和精加工站。
树脂
陶氏汽车系统公司(瑞士豪尔根)在 JEC Europe 2014(法国巴黎)上宣布,其低粘度、快速固化的 VORAFORCE 环氧树脂对湿法压缩成型工艺具有特殊的前景。陶氏与克劳斯玛菲(德国慕尼黑)和 Cannon(意大利佩斯基耶拉)合作,开发了一种在 15-20 秒内涂敷树脂并在 30 秒内固化的工艺,总制造时间不到 60 秒。然而,零件的复杂性仍然有限,该工艺最适用于相对平坦或轮廓较浅的零件。
瀚森(美国俄亥俄州哥伦布市)还开发了用于液体压缩成型的环氧树脂,其总循环时间为 75-135 秒,并且可以通过用后固化替代部分模内固化来进一步缩短循环时间。
动态流体压缩成型 (DFCM)
亨斯迈使用 Araldite 环氧树脂的 DFCM 工艺可提供低至 1.30 分钟的循环时间。来源 | 亨斯迈先进材料。
然而,亨斯迈先进材料公司(瑞士巴塞尔)不仅开发了用于湿法压缩成型的环氧树脂,而且声称已经改进了该工艺,以实现复杂几何形状(中等拉伸或 >2.5D)零件的生产周期少于 90 秒)。
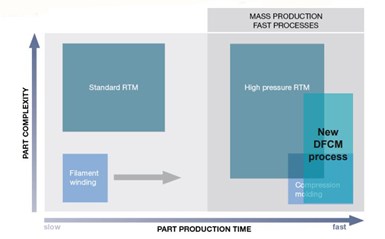
称为动态流体压缩成型 (DFCM),它被描述为一种低压工艺(通常为 30 bar),提供由快速固化的 Araldite 环氧树脂制成的高度结构部件,并且通常不需要预制件。据报道,DFCM 可以在低浪费工艺中实现高达 65% 的纤维体积,从而生产出具有高机械性能的无空隙部件。它还声称与 HP-RTM 相比,设备投资更低,并且消除了赛道和纤维清洗问题。
由于阿科玛(法国哥伦布和美国宾夕法尼亚州普鲁士国王)的 Elium 树脂,湿法压缩成型也可以扩展到热塑性塑料。据报道,液态丙烯酸热塑性树脂可在 20°C 至 80°C 的温度下用于湿压成型或冷压成型,以非常有效的方式制造可回收复合材料部件。阿科玛声称可以使用多种增强材料以及功能性填料来赋予复合部件额外的性能。与其他热塑性技术相比,这种材料和工艺组合与具有相同阻力和更低零件制造成本的钢制零件相比,重量减轻了 30-50%。