

壳模铸造,也称为外壳成型,是创建和使用由薄壁部分组成的树脂模具的过程。该工艺通常用于制造中小型金属零件。它非常适合需要精度和一致准确性的项目。
为了制作外壳造型,硅砂涂有树脂,树脂在受热时会硬化成固体。这种混合物被放入一个“垃圾箱”——一个由耐热材料制成并在顶部打开的盒子。然后将金属图案加热到大约450°F(大约230°C),涂上润滑剂,并固定在盒子的开口上。整体倒置,使树脂砂与图案接触。15到30秒后,整体恢复直立,多余的沙子落回盒子中,图案被移除。
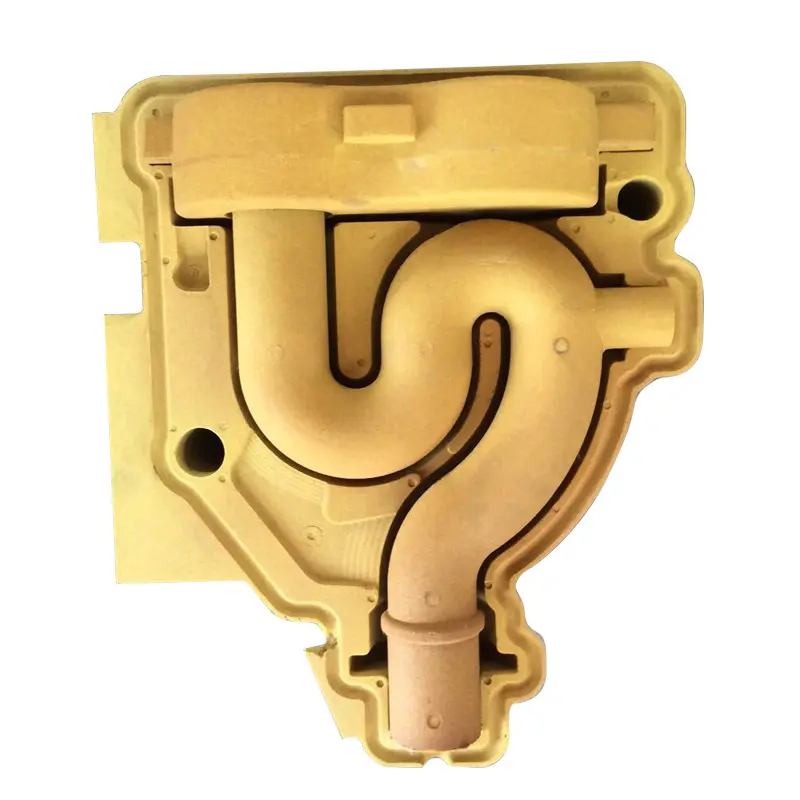
该工艺产生的外壳成型可能只有1/8至3/16英寸(约3至5毫米)厚,但仍具有合理的拉伸强度,具体取决于所使用的树脂。模具可以在烘箱中进一步加热,以便在将其从图案中取出之前使其固化和硬化。一旦创建了壳模的所有部件,它们可以被夹在一起或用粘合剂固定在一起。然后通常将完成的模具放入填充有弹丸、沙子或其他类似材料以增加强度的容器中。
模具完全组装好后,将熔融金属倒入其中并冷却。金属冷却后,外壳会“破裂”,尽管在正常情况下外壳部分实际上不会损坏。模具的模块化特性允许在不损坏模具的情况下取出成品金属件,从而使模具可重复使用。
外壳成型工艺使用的材料可能比其他成型工艺使用的材料更昂贵,但成品模具由于其薄而需要较少的材料,这可能会抵消成本差异。拥有可重复使用的模具是壳型铸造优于砂型铸造的主要优势之一。虽然砂型铸造所需的材料便宜得多,但模具会被破坏,而壳型成型中的模具是可重复使用的。