
尽管胶衣经常被用作纤维增强聚合物复合材料的表面处理,但它们不应该只是为了增强美观而考虑的事后想法。胶衣还可以保护 FRP 零件免受水、紫外线和其他环境压力的影响。此外,它们还可以提供特殊的功能,例如阻燃性、耐化学性和导电性能等等。
正确应用是确保胶衣性能的关键。
施工过程中,胶衣需要喷涂和流动顺畅,以达到平整光滑的表面而不会流挂,并且需要释放空气,使薄膜中没有孔隙。凝胶涂层对模具的附着力应受到控制,以避免预脱模。此外,胶衣需要固化以形成坚硬、抗裂、抗纤维印迹、有光泽的表面,同时保持足够的柔韧性以承受制造和使用过程中遇到的机械和热应力。


由于所有这些要求,即使对于经验丰富的制造商来说,胶衣可能会给使用复合材料带来一些最大的挑战也就不足为奇了。胶衣可能会出现许多潜在问题,这里列举了六个最常见问题,包括根本原因和可能的解决方案以供参考:
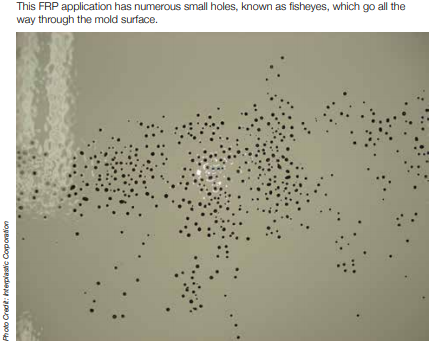
1.鱼眼——鱼眼是湿胶衣薄膜中的孔,一直延伸到模具表面。它们是由胶衣的表面张力和模具的表面张力之间的不平衡引起的。鱼眼可能是由于脱模过多或不均匀、胶衣薄、胶衣粘度低和喷涂图案差而引起的。它们也可能是由污染引起的,例如油、水、灰尘和碎屑。
解决方案:鱼眼问题最好通过遵循供应商关于脱模剂使用的指南、使用新鲜材料实施健全的库存管理以及坚持适当的混合和喷涂技术来解决。
2.下垂(流挂)——这是指湿胶衣薄膜在应用后由于重力或喷雾本身的力而过度移动。当胶衣薄膜太厚、喷涂压力太高或与模具的喷涂角度太低时,可能会发生流挂。当胶衣粘度太低、凝胶时间太长或模具表面能太低时,也可能发生流挂。
解决方案:通过使用适当的喷涂技术来控制薄膜厚度、与模具的距离以及喷涂图案的形状和角度,可以减轻胶衣流挂。适当混合和轮换库存以确保使用新鲜材料也将有助于减少下垂的可能性。此外,将材料、车间和模具温度控制在21-32℃之间也很重要。
3.鳄鱼皮(起皱)——胶衣薄膜在层压前或层压后起皱,是因为当薄膜暴露于层压树脂或另一层湿胶衣中的单体和溶剂时,胶衣薄膜没有固化到足以抵抗软化和变形。过早层压或在由于薄膜、低催化剂水平或低温而未充分固化的胶衣上可能会引起鳄鱼纹。由于催化剂掺入不良、喷涂图案显影不良或喷涂膜厚度控制不良,固化不均匀也可能导致鳄鱼纹。此外,如果胶衣通过之间的延迟时间太长,或者如果在较慢固化的胶衣上施加相对快速固化的胶衣,则可能会出现鳄鱼纹。
解决方案:鳄鱼皮可以通过使用适当的喷涂技术和喷涂设备设置来控制薄膜厚度来解决,使胶衣固化到轻轻手指刷过薄膜表面不会留下痕迹或拾取材料的程度。还可以通过维护和校准喷雾设备来减少胶衣皱皮;将材料、车间和模具温度控制在最低21℃;适当的混合和库存周转,以确保使用新鲜材料。
4.预脱模——预脱模是在层压之前或之后将胶衣薄膜与模具物理分离,从而导致表面变暗或变形。当由于胶衣膜厚度不均匀或过高、固化速度快或应用层压板延迟而导致薄膜从模具中拉出时,就会发生这种情况。模具的过度振动或移动、模具上的污染物或使用具有过高滑差值的脱模剂也会导致胶衣预脱模。
解决方案:最好通过遵循供应商关于脱模剂使用的指南来解决预脱模问题,使用适当的喷涂技术和喷涂设备设置来控制薄膜厚度和催化剂水平,并将温度控制在21到30℃之间。
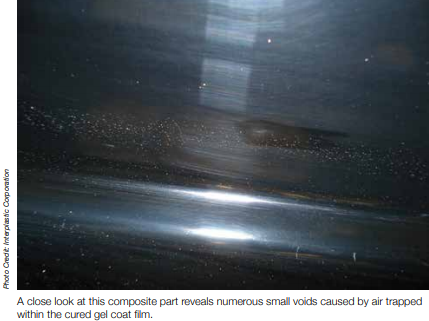
5.孔隙率(针孔/气泡)——当空气被困在固化的胶衣薄膜中时,它会变成多孔的,并且在胶衣表面会出现多个小的球形空隙。在胶衣被打磨或抛光之前,这些空隙通常是不可见的。当胶衣薄膜太厚或涂得太快且无法释放截留的空气时,可能会出现孔隙率。当胶衣或催化剂雾化不良或喷涂技术不当时,也可能发生这种情况。此外,高胶衣粘度和冷材料、车间或模具温度会增加孔隙率的可能性。
解决方案:孔隙率最好通过三种方式解决:使用适当的喷涂技术和喷涂设备控制设置来控制薄膜厚度和材料雾化,使用适当的混合方法和使用新鲜材料。
6.开裂——开裂描述了胶衣膜因机械力或热力而破裂。当高应力区域的胶衣薄膜太厚,或者当零件受到应力或损坏时,例如在脱模、组装或使用过程中的处理过程中,当层压板太绿或强度不足以支撑胶衣时,就会出现这种情况在该领域。如果部件在脱模过程中粘住或部件在极低温度下受到应力,也会发生开裂。
解决方案:开裂可以通过使用适当的喷涂技术和喷涂设备设置来控制胶衣膜厚度或通过重新设计层压板或产品以在高应力区域获得适当的复合材料厚度和增强来减轻。通过审查脱模剂选择和应用实践以及审查胶衣对零件和工艺的适用性,也可以减少开裂。
除了了解潜在的胶衣问题外,确定它们是特殊问题还是常见问题也很重要。
特殊原因问题不符合模式、不经常发生或孤立于特定过程。通常可以通过立即采取纠正措施来解决这些问题,例如改用新批次的胶衣、混合滚筒或修理/校准设备。
相反,常见原因问题更频繁地发生和/或发生在多个操作员、多个零件、多个设备设置或多个条件下。常见原因问题可能需要更系统的解决方案,例如额外的培训、工程变更或修改流程或程序。
对任何问题进行故障排除的另一个重要方面是确定它是与原材料有关还是与工艺本身有关,这可以帮助您确定问题是特殊原因还是常见原因。原材料问题可能与胶衣、脱模剂、引发剂、抛光剂、修补助剂或应用于模具的其他材料有关,这些材料会影响胶衣薄膜的质量。与工艺相关的问题涉及人员、方法、材料选择和鉴定、设备、模具、校准和环境条件。
最后,当您对问题进行故障排除时,最好一次进行一项更改,以便自行确定每个解决方案的有效性。一次进行多项更改,除非仔细控制,否则可能会导致混乱和更糟糕的结果。请记住,供应商也是经验专家,因此请联系您的材料供应商以获得额外的技术支持。