

近几个月来,玻璃纤维、碳纤维和环氧树脂层压板的开模、湿法叠层加工重新引起了我的注意,因为客户继续使用这种方法制造复合材料模具和零件,并取得了不同程度的成功。在没有真空袋压实的帮助下,用干燥的织物层和两部分反应性环氧树脂手工制作层压板时尤其如此。 使用这种方法的一些常见问题包括:
- 表面涂层树脂层随时间开裂或龟裂。
- 脱模后模具或零件表面出现麻点。
- 表面涂层在某些地方看起来有大理石纹或变色。
- 在铺层过程中过快地层压树脂凝胶。
- 起泡形成在与表面涂层的精细织物界面处形成。
- 铺设期间,底层散装织物在垂直表面上滑动或下垂。
- 成品层压板背面粗糙。
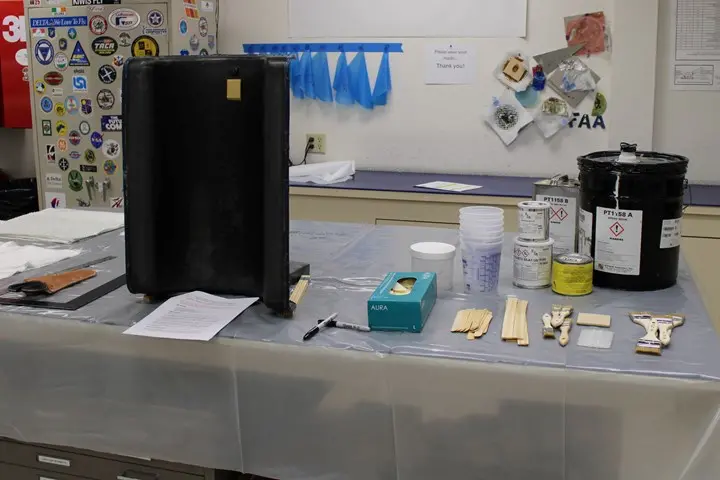
我们如何解决或减轻其中一些问题?下面我们提供了可能的解决方案,这也将生产出更好的层压板。 规划/人员配备 计划和时间安排是成功湿铺工艺的一切。在开始之前,工作区应具备在操作员可及的范围内完成铺层所需的一切(图1)。所有树脂都应称重、盖好并在需要时随时混合。所有布片都应预先裁切并在操作员可触及的范围内。工具的模具或模型应已释放并准备就绪。
尺寸很重要——随着项目规模的增加,最好至少有两个操作员来处理较小的层压板和更多的人员。理想的情况是每1.25平方米的面积配备一名铺层操作员,并配备一名支持人员,为铺层操作员混合和供应树脂、织物和其他用品。 表面涂层树脂的问题 表面涂层主要是装饰层;然而,某些配方可以提供额外的耐磨性。与具有中低粘度的层压树脂相比,触变树脂旨在防止在垂直表面上流挂。不应将环氧树脂与喷涂的聚酯凝胶涂层树脂混淆,而是用手涂抹。首先,使用刮刀将混合的环氧树脂快速铺展在表面上。然后用适当尺寸的(短毛)刷子在两个方向上刷树脂,直到均匀分布并去除所有截留的气体(图2)。选择具有所需应用特性以获得最佳效果的树脂系统。

重要的是称重、混合,然后将混合的树脂转移到第二个容器中,并用干净的搅拌棒再次混合。这种“双杯”方法可防止出现大理石纹或变色。如上所述,整个混合批次应立即从容器中分发出去。这保留了树脂的反应时间,让操作员有时间完全刷掉出现的气体并获得均匀的厚度。 为避免将来开裂或龟裂,并尽量减少表面麻点的机会,必须控制胶衣树脂的厚度,通常在0.25-0.75毫米之间。胶衣树脂应用得越厚,就越难去除滞留的空气/气体,并且在使用时更容易出现收缩、开裂和龟裂。

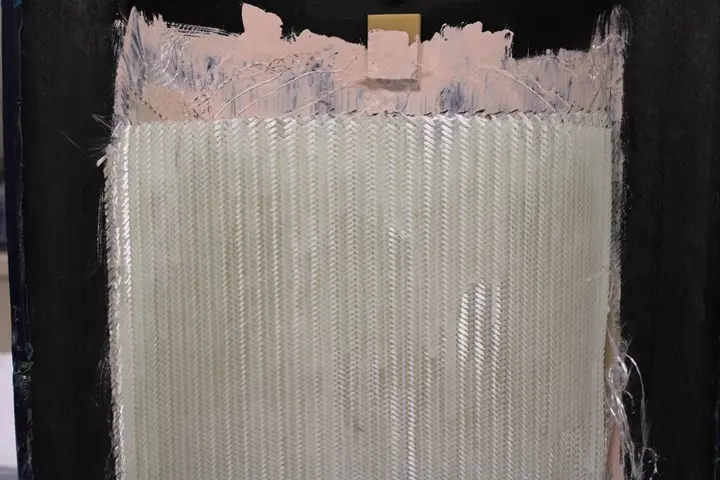
在进行树脂界面涂层和第一层铺层之前,通常但并不总是需要让胶衣树脂胶凝至“指尖粘性”(图3)。这最大限度地减少了织物出现在表面上的机会。然而,对于经受高温服务的层压板,可能需要将纤维增强材料加工到树脂层(界面后涂层)中,以确保不会因热循环而开裂或龟裂。 树脂选择和处理技巧 时间是湿铺层过程中的一切。为层压树脂选择合适的固化剂可以让操作员对反应速率(短、中或长适用期)进行一些控制。通过在大容量容器(不是小杯子)中称量每层的计算量来保持树脂的适用期和工作时间,从而使树脂不浓缩并且不易快速放热。容器中树脂截面越薄,反应速度越慢。快速分配混合树脂(用刮刀)以覆盖前一个表面,安装层,通过用切割鬃毛刷或软辊点画来消除滞留的空气和皱纹。
低粘度树脂可以很好地润湿织物,但也可能很滑,并且会使较重的层在垂直表面上下垂(图4)。在大多数情况下,选择(碳酸钙)填充的层压树脂有助于减少滑动并防止树脂从织物层中流出。控制滑动或下垂的一种有效方法是在添加下一层之前将每一层分级为准凝胶状态。例如,对第一层使用较短的适用期系统,使其稳定/不太可能移动,然后为后续层逐渐过渡到较长的适用期系统。我们的想法是选择最适合项目的树脂性能组合,而不是尝试使一种树脂固化剂系统适应所有层压板尺寸和配置。
选择友好的面料 精细机织织物,例如通用300g玻璃纤维或1K、5线束缎面碳纤维织物,似乎是表面层(或多层)的不错选择,但这些紧密机织的织物可以捕获逸出的气体或空气,并且“如果在铺层期间没有大量工作,界面处会出现“起泡”。细纱平纹或斜纹织物更容易让树脂和气体/空气通过每一层而无需太多努力。选择中等重量的剥离层织物应用于铺层的背面,以获得更光滑的表面。避免过度压实——在每层上分配树脂时使用轻触,以尽量减少织物中纱线之间空隙处的多孔区域。这对于那些使用真空/压力压实预浸材料的人来说可能是违反直觉的,因为细纱、紧密编织的织物可能会更好。
标准化和优化
为湿铺层创建标准程序并培训所有操作员在没有捷径的情况下遵循这些程序非常有帮助。通常,有经验的操作员有自己的方法和技术——有些好,有些不太好。收获好的,摒弃坏的习惯,尤其是那些以时间的名义牺牲质量的习惯。灵活地进行修订,以进一步优化流程。该程序是建立在经验教训基础上的“活文件”。通过学到的经验,向每个人传授最佳实践并促进成功。它将带来更优质的产品和更高效的团队。