
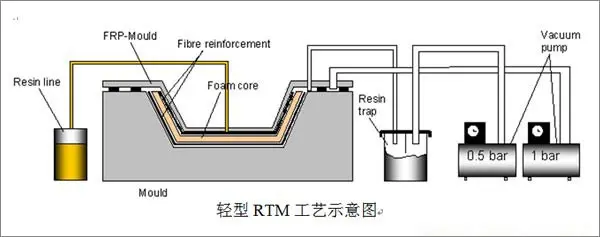

轻质树脂传递模塑或轻质 RTM 是一种使用封闭模具系统制造复合材料产品的工艺。闭合模具由“A”侧模具(底模)和半刚性“B”侧模具(副模具)组成,后者使用真空压力密封到“A”侧模具上。在真空下将树脂吸入所得的空腔中。树脂注入可以由树脂注入泵辅助,这将加速注入过程。一旦“A”侧模具固化,“B”侧模具被移除,部件从“A”侧模具脱模。
多功能制造工艺
Light RTM 是一种非常通用的制造工艺,具有以下特点:
- 高生产率
- 使用单个“B”侧模具和三个“A”侧模具,每个零件的模具循环速度最快可达 20 分钟
- 降低劳动力成本
- 零件“A”和“B”侧的装饰表面
- 增强尺寸稳定性
- 改进的过程控制
- 一致的材料使用
- 模具寿命长
- 无 VOC 排放
- 大大改善了车间工作条件
虽然 LRTM 可以对大多数产品的开放式成型进行改进,但它要求您希望制造的产品在设计时考虑到此工艺,并且您使用的模具是为该工艺设计的。一个常见的错误是简单地尝试使用这种工艺生产最初设计用于开模成型的零件。更好的方法是考虑 LRTM 流程的可能性和限制,并设计或重新设计您的产品以利用它们。这可以节省大量资金并提高生产力。无论您使用哪种流程,一个好的生活规则是“为流程设计”。LRTM 模具组由一个坚固的刚性“A”模具和一个半刚性“B”模具组成。“A”模具由高温低收缩树脂制成。“B”型模具是半刚性的,并保留了少量的柔韧性。“B”模具由乙烯基酯树脂制成。这种灵活性使“B”模具能够与“A”模具完美配合,这对于实现必要的真空压力和精密零件至关重要。LRTM 生产比大多数其他工艺更有效。您可以将单个“B”型模具与多个基础模具结合使用,以实现每小时最多三个成型零件的生产率。在这种情况下,有三个“A”模具,它们从模具准备区域移动到整个生产周期,而“B”模具则保持在固定位置。
切换到 Light RTM 时应该考虑什么?
谈到封闭成型时,总会有一些考虑因素,但在考虑 Light RTM 时需要考虑的一些主要因素如下:
- 启动成本适中,高于 VIP 或硅胶袋成型
- 比 VIP 或硅胶袋成型更长的初始设置时间
- 不适用于负拔模的零件
- 零件厚度在模具施工时固定
- 玻璃/树脂比例小于 35%
版权声明:本文由用户自主上传发布,本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如侵犯到您的权益,请联系我们举证。一经查实,本站将立刻删除。