
关于是否可以在环氧树脂上涂胶衣存在一些误解。我们经常听到“不能在环氧树脂上涂胶衣,体系不一样,粘结效果不好等等”。
我们进行过一些测试来验证这个疑惑。与许多产品一样,必须正确处理表面:否则,可能会导致固化和附着力不佳。聚酯材料会受到环氧树脂固化剂中的胺类的影响。如果固化剂没有与环氧树脂充分反应,或者胺发白没有从固化表面上去除,就会出现问题。适当的表面处理可以防止这些问题。
为确保胺不会影响聚酯胶衣的固化,适用标准混合和固化说明。在用聚酯胶衣涂上完全固化的环氧树脂层之前,应适当地准备好表面以去除任何胺类发红。
在环氧树脂上涂胶衣之前,表面处理步骤:
- 让环氧树脂固化到打磨产生细粉末的程度。
- 用水和研磨垫洗去胺类腮红。
- 用纸巾擦干表面,或冲洗干净并让它风干。
- 用胶衣制造商推荐的砂纸粒度水平打磨环氧树脂。
环氧树脂凝胶涂层的实际测试
精细边缘粘合
完成胶衣修复时,精细的边缘粘合很重要。随着胶衣被打磨并羽化到周围区域,贴片的周边变得非常薄,几乎是半透明的,具体取决于您使用的颜色。当凝胶涂层变得如此薄时,如果没有牢固地粘合到基材上,它往往会翘起或碎裂。

弯曲应力
船在使用时会弯曲。为了防止凝胶涂层中的应力裂纹,这种材料需要能够随船移动而不会从基材上分层或剥落。用聚酯胶衣完成了每一个,以测试它的粘合程度。凝胶涂层用PVA密封并使其完全固化。

同样,所有环氧树脂的性能都与聚酯样品一样好。每个样品的弯曲和扭曲程度都远远超出了航行中的船只通常会发生的程度。当故意将玻璃纤维样品分成两半以寻找沿断裂点的粘合失效时,注意到应力裂纹,但凝胶涂层没有从固化的环氧树脂中剥离或分离。
解理强度
虽然拥有解理强度数据是件好事,但将其简化为更具体、更易于理解的数据可能会有所帮助。我们用三种固化剂中的每一种制作样品,然后制作相同的聚酯样品。当环氧树脂样品固化、水洗和打磨后,他将环氧树脂和聚酯样品与聚酯凝胶涂层粘合在一起。当这些环氧树脂样品上的凝胶涂层完全固化后,将它们撕开以确定粘合强度的明显通过/失败。相对而言,从凝胶涂层中脱离的那一侧没有那么强的粘合力。
结果大吃一惊。样品表明聚酯凝胶涂层与环氧树脂层压板粘合,但破坏样品的力大小和失效模式在不同系统之间有所不同。我们多年的测试经验告诉我们,环氧固化剂都具有相似的固化性能,因此应该没有区别。我们能够快速确定聚酯胶衣对环氧树脂层压板的附着力是否可接受,但无法对其进行定量测量。像有经验的环氧树脂用户也知道,他们必须评估在他们的商店中可实现的结果,但可能需要实验室的测试结果才能得出最终结论。我们总是鼓励我们的客户在他们的商店测试材料以获得信心,我们提醒他们我们愿意在我们的技术中心通过额外的测试来支持他们。
拉伸粘合强度
虽然这不是“车间测试”,但我们的分析人员想要为这些数据添加一些硬性数据。当在环氧树脂上制作凝胶涂层的切割强度样品时,为我们制作了更多样品,这样我们就可以自己进行一些测试。
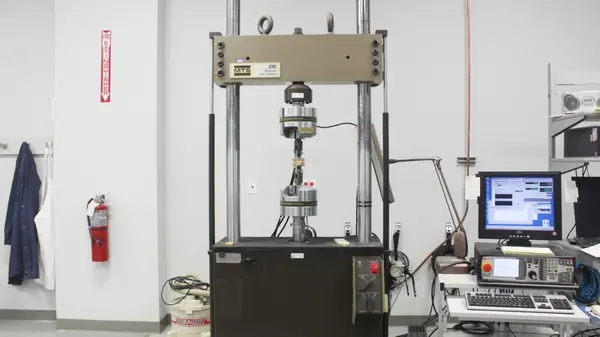
使用通常用于有芯复合材料的ASTM标准和我们的MTS负载框架,垂直于粘合线施加力以导致失效。为了确定各种键的强度,我们比较了导致每个样品失效所需的力。

因为我们预计胶合板胶在聚酯和环氧树脂之前失效,所以我加固了胶合板边缘而不加固聚酯或环氧树脂胶接头。我们通过在暴露端粒的四个侧面中的每一个上应用玻璃纤维和环氧树脂来准备这些部件以进行测试。当它们固化后,我用剃须刀片直接在胶衣线上切割这个层压板。这种玻璃纤维和环氧树脂增强了胶合板,并且在胶衣线上切割织物迫使胶合板之间的粘合线发生故障。结果记录在拉伸强度表中,您可以看到所有四个样品的强度几乎相同。这些样品中的每一个(包括聚酯对聚酯样品)在聚酯/玻璃层压板中均不合格。
结论
根据我们自己的测试和经验,我有信心说环氧树脂是一种适合聚酯基材料(如胶衣)的基材。如果在整个修复过程中遵循适当的步骤,凝胶涂层与环氧树脂的粘合将与聚酯与聚酯的粘合一样可靠,甚至更好。