
我们接到客户的电话,说他们有一艘更大的船,不能像建议的那样轻易地翻转它来处理接缝和铆钉。他们问“树脂系统在我的船上能用吗?”答案是,是的,会的。它会有一点混乱,但会以同样的方式工作颠倒或右侧向上。
首先确定并标记泄漏的位置。如果有可能的话,把环氧树脂从船内泄漏的地方拉出来,这样做有助于船内部的重力修复。从外面倒立工作是可能的,但是要小心防止滴到你自己或你不想接触环氧树脂的表面上。在开始之前,擦掉标记的泄漏处,直到获得光亮、干净的铝。

混合等量的环氧树脂和固化剂,然后将其装入注射器中。可用热风枪或丙烷火炬加热12〃至18〃长的铆钉和接缝。沿着接缝和铆钉头周围连续涂抹一层混合环氧树脂胶。可能需要加热枪或丙烷焊枪的第二次加热来稀释环氧树脂,使其沿着接缝移动并深入接缝和铆钉下方。你应该看到金属片之间的环氧树脂芯。
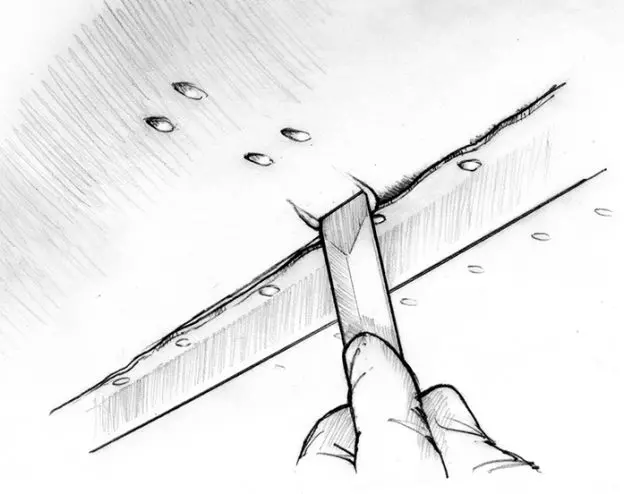
用丙烷焊炬加热铆钉,使环氧树脂更容易穿透接缝。
记住,加热会缩短工作时间,使环氧树脂固化得更快。小心不要将环氧树脂加热到变色或开始冒烟的程度。
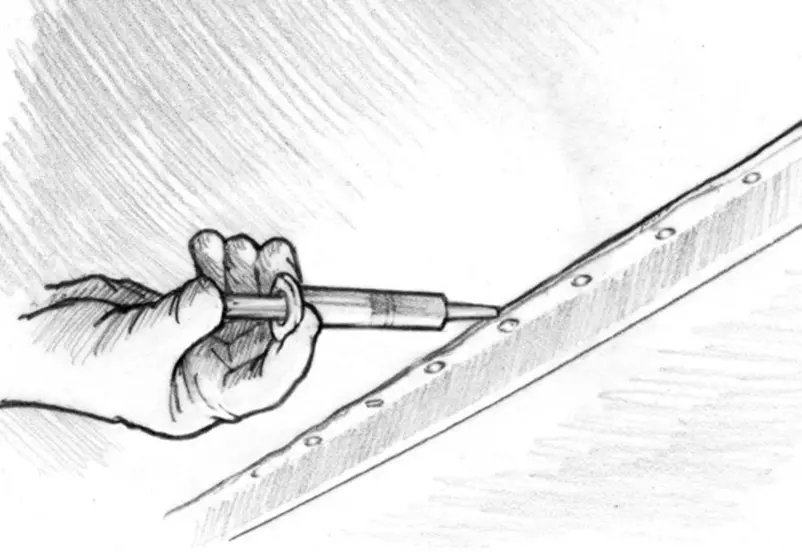
对于较大的间隙和松动的铆钉,环氧树脂可使用填充物增稠至蛋黄酱稠度,然后用搅拌棒或油灰刀将其压入间隙中。一个注射器充满了这种较浓的混合物,也可以用来帮助迫使混合物一直到后面的缝隙。当使用加厚环氧树脂注射器时,有必要将针头向后修剪,以形成更大的开口。
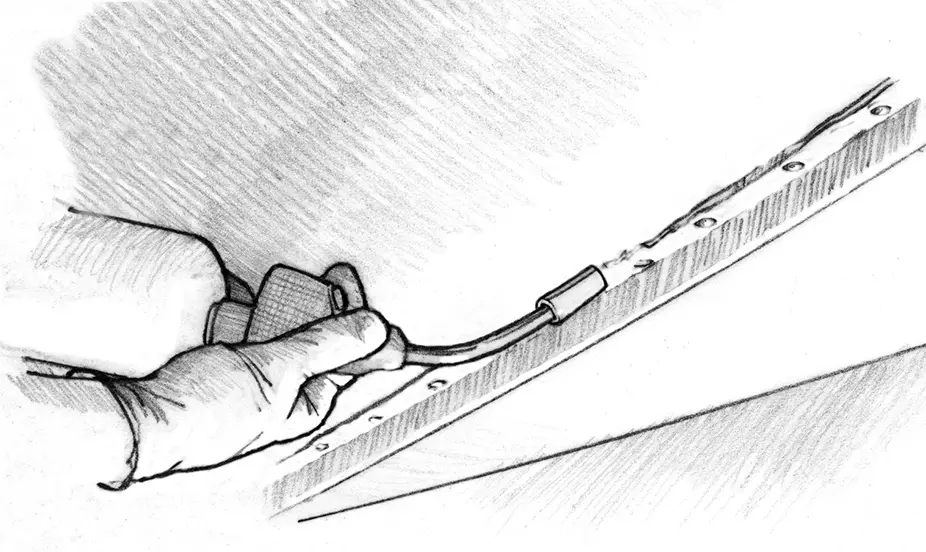
用注射器将环氧树脂涂在漏缝和铆钉上。
继续将混合物压入缝隙中,直到环氧树脂从接缝或缝隙的另一侧挤出。加厚的环氧树脂桥接缝隙,在固化时不会从接缝处排出。用纸巾从两侧擦去未固化的多余环氧树脂。如有必要,可使用溶剂(油漆稀释剂或丙酮)来去除顽固的环氧树脂。小心不要将环氧树脂从缝隙中擦出。
在使用船之前,让环氧树脂在21℃或更高温度下固化一夜。你可以用中等热量来加速固化。如有需要,喷涂饰面以匹配铝或现有油漆颜色。