
真空袋/固化炉或热压罐是用预浸料制造复合材料部件的两种主要工艺,加工方法取决于部件的质量、成本和种类。
| 部件厚度 | 综合成本 | 周期成本 | ||
| 工艺 | 质量 | 选择厚度 | 设备成本 | 固化周期耗能 |
| 真空袋/固化炉 | 良-优* | 薄-厚 | 适中 | 低 |
| 热压罐 | 优 | 薄-厚 | 高 | 高 |
真空袋工艺 适用于各种厚度的单板结构和大型夹层结构的制造。真空袋工艺步骤包括铺贴好预浸料后打袋、密封及抽真空(图1)从而将空气排出(图2)。
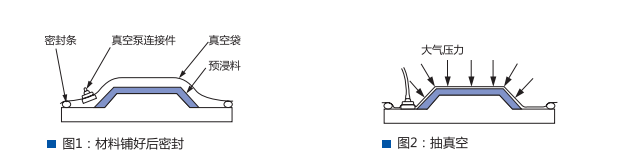

抽真空产生的压力达到1个大气压,起到对铺层进行压实的作用,然后将其送入固化炉固化,或采用自加热模具固化便得到所需复材部件。
部分高性能预浸料也可以使用标准的真空袋固化炉固化,其部件质量接近热压罐工艺。

热压罐工艺 用于制造高纤维体积含量、低孔隙率的优质结部件。
压罐技术也需要类似的真空袋(图3),但要用热压罐取代固化炉。
热压罐是一种压力容器,通过控制不同真空、压力、升温速率和固化温度等参数为复合材料提供固化条件。
热压罐通常也可以在压力较低的情况下生产高标准的蜂窝夹层结构。
因为大容量的热压罐需要很长的时间来加热和冷却,所以固化周期较长,有时需要緩慢的升温速率才能保证模具和复合材料部件温度的均匀分布。