
喷涂工序中最重要的就是胶膜厚度准确,且整个模具表面的胶衣应尽量均匀,例如:通常模具胶衣推荐在0.8mm的湿膜厚度,而产品胶衣则可以在0.5mm左右。
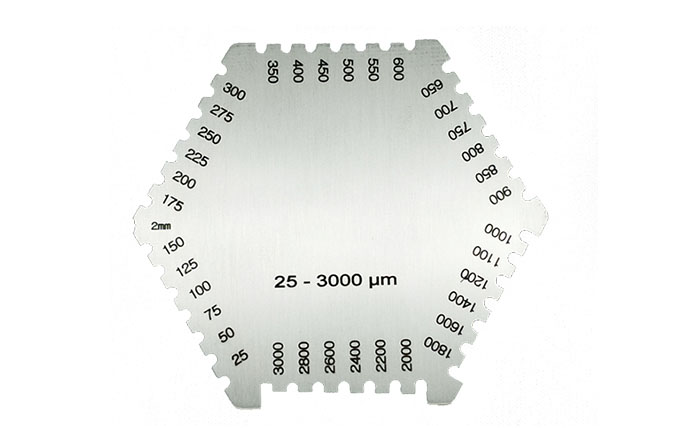

上图是一个简单并实用的厚度测量小工具,规范叫法是湿膜测厚仪,由于用途你也可以叫做胶衣厚度仪。其实,它就是一个尺寸精确的锯齿状金属卡片,耐磨损及溶剂腐蚀,可反复使用。相比精密的测厚仪器来说,其更适于恶劣的喷涂环境。
在胶衣喷涂或涂刷之后,应立即进行厚度测量。将卡片与漆膜估计厚度相近的那个面垂直地压入湿膜中,再将卡片从湿膜中移出,即可测得湿膜涂层的厚度。
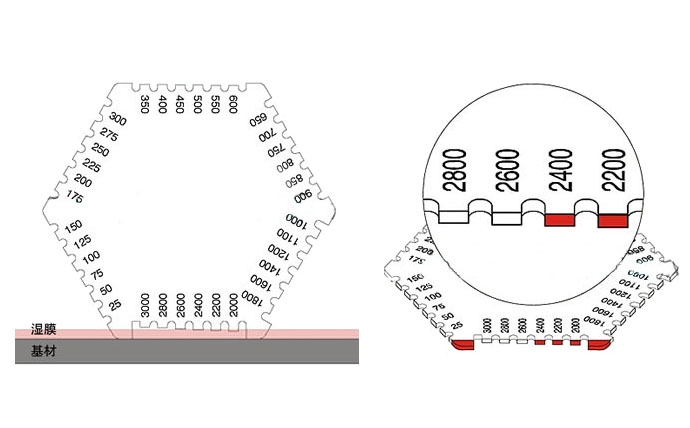
如上图,湿膜厚度就是在被湿膜浸润的那个最短的齿及邻近那个没有被浸到的齿之间的厚度。以同样方式在不同的位置进行测量,以得到一定范围内的代表性结果。
注意:操作者应测量每道胶衣不同的地方。不要认为通过感觉或经验就可得到正确的胶衣厚度。这里有很多可变因素,例如喷嘴大小和状态、泵压力、粘度、温度都可影响供料速度。因此,即使是有经验的操作者也应测量每个部件。
正确的胶膜厚度是由喷胶时间和移动动作决定的。喷枪将在给定时间内喷出定量的胶衣,喷枪摆动的速度决定了覆盖此区域的胶衣量。喷胶人员应集中注意力,在喷胶时保持稳定的移动速度。喷胶时,胳膊不要来回晃,避免摆动腕部来转动喷枪,要使胳膊长条式平滑地移动。