
多种材料都可用于原模型的制作,例如:大芯板,石膏,聚酯树脂,环氧树脂,聚氨酯发泡,PVC泡沫,填料,玻璃钢材料,外表涂有环氧树脂或聚酯树脂的木头,中纤板(MDF)和某些三聚氰胺面薄板,如浴室墙板。
- 模具的数量—从原模制得的模具数量将会影响材料及制造方法的选择塑料或发泡板制成的基模或各种材料制成的阳模,在脱模时或多或少都会有些损坏。如果需要制作多个模具,最好是用玻璃钢材料制作的原模型,只有坚固的原模具,才能制作大量用于生产的模具。
- 表面质量—原模表面质量是非常重要的原模表面应坚硬、有光泽、无缺陷。成型过程将会复制和恶化原模上的任何缺陷。易打磨胶衣能为原模提供较好的涂层,提高原模表面的光洁度,节约后期打磨工时。

原模到模具成型过程-树脂收缩将会导致部件比原模稍小。
对某些需要精确尺寸的部件,应将原模制做得稍大以抵消收缩。准确的放大量决定于模具树脂类型和其内在收缩量、玻纤含量、生产温度和原模翻新生产模具的次数。
常规室温下固化聚酯的经验法则是:当加强玻纤重量比为25%时,直线每一英尺的收缩量为1/32英寸。与玻纤增强树脂相比,胶衣的收缩会更多,其导致部件的胶衣面出现更大弯凹面。同样原因,较大的平坦表面应稍拱起以避免在相反方向凹下。对小板来说,常采用1/4英寸线性英尺的凸起。

代数—术语“代”是指原模翻成生产模具的代数
若原模仅制作了一个生产模具,那么这个生产模具是第一代;若生产模具来自原模制成的原模,那么这个生产模具就是第二代生产模具。第二代模具要求原模的几何形状是部件形状的镜像。每下一代可比上一代稍小。具体缩小数值决定于使用的材料和工艺方法。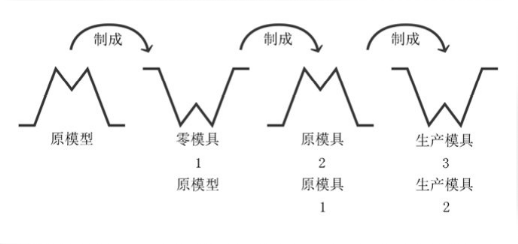 由与部件设计表面相同的原模型几何结构制作原模具需要一个中间模具,中间模具由原模型制作而成,叫做零模(过渡模)。零模具是用与生产原模具。用原模具生产一个、两个或者更多的生产模具。此处的零模具是第一代模具,原模具由第二代模具制作而成并且所有的生产模具(一个或者多个)均由第三代模具制作而成。
由与部件设计表面相同的原模型几何结构制作原模具需要一个中间模具,中间模具由原模型制作而成,叫做零模(过渡模)。零模具是用与生产原模具。用原模具生产一个、两个或者更多的生产模具。此处的零模具是第一代模具,原模具由第二代模具制作而成并且所有的生产模具(一个或者多个)均由第三代模具制作而成。

用于原模具的一些材料可能在随后成型的生产模具表面留下可见的条纹,这种装饰性缺陷(称做印痕)是由在模型及模具的成型放热、底层热容量、热膨胀、固化收缩和胶衣内在的软化造成的。零模具可通过可使用湿磨、抛光等方法去除这些痕迹。尤其在零模具的外边缘和角落(凸形或“凹”形特点)。与内部边缘和角落(凸形或“凹”形特点)相比,外部凸形更容易被打磨。内部边缘和角落缺陷更容易在下一代模具即原模具上变成外部边缘及角落上的缺陷时,就会比较容易的去除。